
 TIG welding isn't difficult and offers a lot more capabilities than the standard MIG welder.
TIG welding isn't difficult and offers a lot more capabilities than the standard MIG welder.
When it comes to Saturday night race shops, a MIG welder is about as common as a front door. When it comes to TIG welders, it's a different story. Although they can be quite useful and capable of attacking jobs not possible with a MIG, many racers leave this tool to the professional welder.
What is it? TIG stands for Tungsten Inert Gas, and the process is actually quite similar to MIG welding (which stands for Metal Inert Gas). A good TIG welder consists of a torch with a tungsten electrode connected to the power source, a supply of inert shielding gas, a power controller (usually a foot pedal), and a filler metal that is applied to the weld. Using the foot pedal to control the amperage to the torch, the welder uses an arc from the torch to the metal to be welded. Once the metal is hot enough to create a small puddle of molten metal, the welder touches the filler metal to the area to create a stronger weld. Just like in MIG welding, the inert gas is blown from the torch to keep the welding area free of contaminants.
 TIG welding isn't difficult and offers a lot more capabilities than the standard MIG welder.When sharpening tungsten electrodes, hold the piece in line with the direction of the grinding wheel so that it will not create radial ridges around the point. This will help you maintain a nice, tight arc.
TIG welding isn't difficult and offers a lot more capabilities than the standard MIG welder.When sharpening tungsten electrodes, hold the piece in line with the direction of the grinding wheel so that it will not create radial ridges around the point. This will help you maintain a nice, tight arc.
TIG differs from MIG welding in that the current is not routed through the filler metal. Instead, the arc goes through a piece of nonconsumable tungsten to the material to be welded. The filler metal is held in the welder's other hand and added manually. Because it is added by hand and not through an automatic feeder, the welds are normally more precise, smaller in size, and usually cleaner. Because the torch is a precise instrument used only for creating a heat-generating arc between itself and the metal, it produces a very small arc, or "hot spot," which makes it ideal for welding high-heat conductivity materials (like aluminum). The drawback to this method is that it can be quite slower. Also, the TIG method is not good for "bridging" gaps when two pieces of metal do not fit perfectly. This, of course, may not be a bad thing if you suspect your rollcage fabricator is using fat welds to cover up his poor measurements.
"T" is for Tungsten Tungsten is used as the electrode in the welding torch because of its incredibly high melting point. This means that even when pushing a very hot arc through the electrode, it will not melt into the weld puddle. You should, however, make sure to never touch the tip of the electrode to the metal you are welding, as this will introduce contaminants into both the weld and the electrode.
The tungsten electrodes are available in a variety of sizes, lengths, and blends. Size, or diameter of the tungsten rod, should be chosen based on the thickness of the material you are welding. In general, the thicker the material, the larger the electrode you need to use. As a guideline, Andy Weyenberg, Miller Electric's racing specialist, recommends always using an electrode that is smaller in diameter than the thickness of the material you are welding to avoid burning through the piece. In racing, 11/416- and 11/48-inch-diameter tungsten electrodes are the most popular sizes.
 Although it may seem clean, aluminum oxidizes, so it is always a good idea to clean the area to be welded with a stainless steel wire brush. Also, it's actually possible to draw impurities into the weld from the backside of the piece of aluminum, so don't forget to brush both sides.
Although it may seem clean, aluminum oxidizes, so it is always a good idea to clean the area to be welded with a stainless steel wire brush. Also, it's actually possible to draw impurities into the weld from the backside of the piece of aluminum, so don't forget to brush both sides.
Although tungsten is the major material in the electrodes, there are several blends available that are tailored to specific needs. Pure tungsten electrodes have a green identifying band and are most commonly used for welding aluminum. Tungsten mixed with blends of thorium is most commonly used when welding steel because it works well with a direct current (DC). Weyen- berg cautions that thorium is mildly radioactive. Tungsten/thorium blends are marked with either a red or yellow band. Although the radioactivity levels are low, he recommends switching to a cerium (orange) or lanthanum (black or blue) blend as neither is radioactive. Cerium blends work well with either alternating currents (AC) or DC and make a good all-purpose electrode if you are welding a lot of different materials. Lanthanum blends increase the electrode's current carrying capacity, which makes it suitable for materials like stainless steel with a high melting point.
Aluminum is soft, and it is possible to accidentally grind rust particles into the metal if you try to clean it with a wire brush that is also used on steel. Andy Weyenberg, Miller Electric's welding technician for the racing industry, recommends keeping two sets of brushes marked for either steel or aluminum.
Pedaling Power TIG welders offer the advantage of being able to continuously control the amount of amperage flowing from the torch to give better control of the weld. When welding materials with high heat conductivity, you need to establish enough heat to create a weld puddle quickly. Then, you will need to gradually reduce the amperage as the heat builds up in the metal for the longer welds. For better control, the maximum amperage is normally set on the console of the main unit. Welders are also classified by their maximum amp output. Weyenberg recommends welding at one amp per thousandths of thickness of the material to be welded. Since everything on a race car is less than 11/44 inch thick (or at least it should be), a 250 amp welder should do just fine.
Controlling the amperage is relatively easy with a foot control. Operating exactly like a gas pedal, the foot control (there are other designs, like a sliding fingertip control, but few are as easy to use) provides a level of control not possible with typical MIG welders. Once an arc is struck between the torch and the material to be welded, the welder looks for the affected area to appear bright, shiny silver (from behind a welder's helmet) before applying the filler metal. It is easy with limited experience to tell how much is enough. If the area to be welded isn't hot enough, the filler metal will not melt correctly because the metal won't be melted. It will also appear medium to light gray instead of silver. If the area is too hot, the weld will still be good; the silver area will just be larger than necessary.
Filler Metals
One thing that makes TIG welding so versatile is the variety of filler metals available for use. For example, there are currently 7 filler metal options for welding steel, 13 for titanium, and 12 for aluminum. Of course, that amount of variety can be intimidating, but once you know your needs, it's easy to settle on a few options and sizes. When it comes to aluminum, an excellent all-purpose rod is ER4043. The "ER" stands for electrode rod, and the "4043" designates a specific chemical composition.
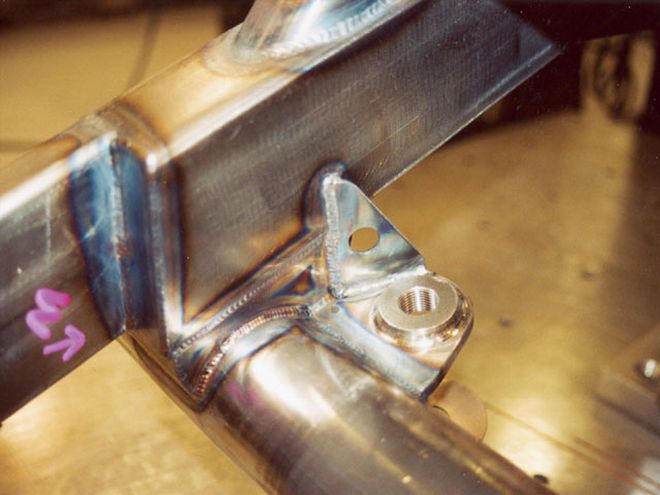 Here's a nice example of TIG welding on a race car chassis. Notice how the overlapping "droplets" of filler material are nice and tight and the center of the droplet is never exposed. Many people describe the look of a good TIG weld as a roll of quarters on its side.
Here's a nice example of TIG welding on a race car chassis. Notice how the overlapping "droplets" of filler material are nice and tight and the center of the droplet is never exposed. Many people describe the look of a good TIG weld as a roll of quarters on its side.
It's easy to check with a tech rep for the correct filler metals for your welding needs, but generally you need to use a filler metal that matches both the tensile strength and malleability of the metals you are welding. Although it may seem safe to go with a super-strong material as a filler metal, it actually isn't the best idea, especially for critical welds like rollcage tubing. The mild steel tubing is designed to bend or flex on impact and not break or tear. If you use a stronger filler metal than the mild steel, it is likely to shear off in impact, significantly weakening the cage.
Safety In any welding process, using good safety procedures is a priority. Electric energy is used to heat the metal to a molten state. Remember that electricity will always take the path of least resistance. If you are standing in a puddle, you become that path. That may sound unlikely, but race cars are notorious for leaking coolant, brake fluid, and other wet stuff. Likewise, sweat increases the risk of electric shock. Although TIG welding doesn't produce slag or sparks, it's still a good idea to wear a good pair of welder's gloves to ward off the risk of getting a good shock.
TIG welding doesn't produce nearly the same volume of harmful fumes as many other methods, but they are still there. A respirator isn't usually necessary, but make sure you work in a well-ventilated area and keep your head out of the fumes. Because there is little smoke produced, ozone can be produced from the ultraviolet light emitting from the arc when it travels through the oxygen molecules in the air. Unfortunately, you can't exactly keep a fan blowing on yourself because this type of welding is a gas-shielded process and you don't want to blow the gas away from the weld too quickly.

A good reason to wear a pair of gloves is that the light emitted from the arc is so strong. The lack of smoke from the weld makes a "sunburn" very likely if your skin isn't well protected. This means long sleeves with the collar and cuffs buttoned, gloves and long pants, in addition to a good welding helmet. Of course, nonflammable welder's clothing is always the best choice. Finally, although it's difficult around a race car, try to keep your welding clothes clean from grease and oils. That stuff increases flammability, which is never a good match for welding.
Get to Work
Now that you have gotten this far, it is finally time to do a little welding. Unlike MIG welding, in TIG welding there is a favorable method for holding the torch relative to the material to be welded. Weyenberg recommends holding the torch at approximately 75 degrees to the weld, always moving in a "push" direction. Pushing means moving the torch forward over the weld area. This is important in TIG welding because it allows the shielding gas to blow away impurities.
 Miller's new Dynasty Series TIG welders are only a fraction the size of comparable older-style TIG welders. In addition to being portable, they also use considerably less energy, which means you can plug them into your gas-powered generator and use them at the track in an emergency.
Miller's new Dynasty Series TIG welders are only a fraction the size of comparable older-style TIG welders. In addition to being portable, they also use considerably less energy, which means you can plug them into your gas-powered generator and use them at the track in an emergency.
Cleaning the weld area is very important, especially when welding aluminum. Although it doesn't rust, aluminum forms a surface oxide relatively quickly, so it is always a good idea to at least brush the weld area clean with a stainless steel wire brush. You should also do this before welding steels, but do not use the same brush for both. Also, when welding aluminum, always make sure the welder is set to AC. The AC also helps to blast away impurities. For steels, the machine should be set to the DC setting. If the material is oily, you may also need to use a lacquer thinner or other solvent.
If you are welding exceptionally thick metal, you may need to preheat it. Preheating can be done with an oxyacetylene torch and helps move the material's temperature closer to its melting point. Just be careful to not overheat the area and cause warping from localized expansion.
When starting your weld, you can tack the pieces together using just the torch to create a small weld puddle in the joint. This is called fusion welding when no filler is used, but it isn't as strong. After your pieces are tacked into place, begin your weld by creating a small weld puddle and adding filler metal. Move the torch along slowly, maintaining a consistent amperage and adding filler metal as you go. Hold the filler metal rod so that it is in the same line as the weld. When touched to the weld area, the filler metal will melt into a droplet shape with a concave center. Overlap these drops to fill in the concavity of the previous droplet, which will create the strongest weld.
Of course, as with anything else in life, this is a lot easier said than done. Many books have been written on the topic of welding, and covering how to weld every type of material and joint is well beyond the scope of this article. Luckily, the best way to learn is to go out there and do it. Practice welding different materials using scrap, and check your progress by performing your own weld tests-once you've finished a weld, crank it down in a vice and beat it to death with a hammer to see how well the weld holds up. It may sound a little unsophisticated, but a hammer can tell you plenty about your progress as a welder.
 The material you are welding isn't the only metal that can contain contaminants; your filler metal can, too. Weyenberg recommends using PVC pipe with caps to store your filler rods. It keeps them dry and clean and also provides a convenient method of storage and organization.
The material you are welding isn't the only metal that can contain contaminants; your filler metal can, too. Weyenberg recommends using PVC pipe with caps to store your filler rods. It keeps them dry and clean and also provides a convenient method of storage and organization.
Electrode Prep
During use, some electrode blends naturally form a balled tip. Others do not and require a bit of prep work. The electrodes that do not form a balled tip (cerium blends and some others) should be ground to a point in order to provide a more concentrated and controllable arc. Using a pointed tip is also helpful when welding thinner materials (which is common in race car fabrication). You can do this with a regular bench grinder, but a few precautions should be taken. First, tungsten is much harder than any grinding wheel material. Instead of grinding the material down, it actually chips it away. This makes it difficult to get a smooth surface from grinding. If the electrode is held perpendicular to the rotation of the wheel, the grinder will create concentric ridges as the tungsten angles into a point. These ridges create exit points for the arc in several places along the taper, resulting in a wandering arc.
Instead, the tungsten electrode should be ground so that the marks run lengthwise with the point (hold the electrode so that it points at the wheel instead of across it). Now any ridges run down the length of the angle and to the point. Instead of a wandering arc, it remains concentrated between the point of the electrode and the material.
Even though the electrode doesn't melt, you may need to prepare your points fairly often. Anytime you touch the electrode to the metal while a current is running through it, it pollutes the electrode. When this happens, you may need to knock off the contaminated tip and regrind it. Also, because it is very important to keep foreign materials away from and off the electrode, maintain a special grinding wheel that is used only for grinding your electrodes.
The Next Step In Technology
One of the big drawbacks in TIG welding has always been the size of the units. New, inverter-based TIG welders are cutting the size of the units considerably. Miller Electric calls its machines the Dynasty Series, and welders that used to be the size of cabinets are now the size of a big suitcase. In fact, it is now possible to use Miller's 200-amp Dynasty TIG welder as a portable unit and carry it with you to the track on your hauler. In addition to being significantly smaller, inverter welders use 30 percent less energy than the previous generation of TIG welders, so once you get to the track you can power the unit with a gas-powered generator.