
If Ford and Chevy guys were half as resourceful as Mopar guys, their cars would be twice as fast. Any hack can cobble together a bunch of off-the-shelf parts and build a reasonably stout Blue Oval or Bow Tie, but it takes a truly skilled craftsman to scavenge through a sparsely stocked parts bin and build an equally potent Mopar. Jesse Robinson of SKMFX Engines in Summerstown, Ontario, Canada, has taken this concept to the extreme. His efforts have spawned a highly unusual 440 big-block that turned plenty of heads at the 2014 AMSOIL Engine Masters Challenge. While its 663 hp and 629 lb-ft are impressive in their own right, the deeper you dig into its mechanical guts, the more purposefully freakish it becomes.
...the deeper you dig into its mechanical guts, the more purposefully freakish it becomes.
The first clue that something unusual is going on are the semi-cylindrical canisters located above the oil pan on the side of the motor. Their purpose is even stranger: to prevent oil from shooting out breathing windows that have been cut into the block. Similarities in displacement aside, this combo bears no resemblance to a stock 440. Unlike factory RB-based 440s that use a 4.320-inch bore and a 3.750-inch stroke, the SKMFX motor gets the job done with a B-series 400 block that's been de-bored to 4.184 inches, and fitted with 4.000-inch stroke crank. Short-block trickery is just the beginning. Repositioned valves, heavily massaged intake ports and combustion chambers, offset-bore lifters, and a mix of small- and big-block parts further enhance the allure of this unique 440.
Of course there is method to the madness, which can ultimately be attributed to SKMFX's refusal to build anything other than a Mopar. "I'm a dyed-in-the-wool Mopar guy. The smart thing to do for EMC is selecting the engine platform that gives you the biggest advantage based on the rules for that year's competition, but I can't bring myself to do that," Jesse admits. "I relish the challenge of building something powerful, efficient, and unique when your hands are tied due to a shortage of aftermarket Chrysler parts. Last year marked the sixth time we've competed at EMC, and it forces you to re-evaluate everything you do as an engine builder. We knew we weren't going to set the world on fire or compete for the overall win, but we always learn something new that we can apply to future engine builds for customers."
"I relish the challenge of building something powerful, efficient, and unique..." —engine builder, Jesse Robinson
Power Engineering
First things first. What's the deal with the oddball bore and stroke dimensions? "Even though the EMC scoring system negates any displacement advantages by dividing horsepower and torque by the cubic inches of each motor combo, the history of the Engine Masters Challenge has proven that combinations in the 400-450ci range perform very well. Obviously, 440 is a nice legacy number for Mopar guys, but there are lots of ways to reach that figure," Jesse explains. "Historically, engine combinations with small bores and long strokes seem to perform better in the 3,000- to 6,500-rpm range that EMC rules mandate. We started out with a stock 4.340-inch bore 400 block, then sleeved it to reduce the bore down to 4.184 inches. That enabled us to run a longer 4.000-inch custom crankshaft."
Shrinking the bore in any high-performance engine may seem counterintuitive, but here it allowed for a significant increase in stroke compared the 3.375- and 3.750-inch cranks found in factory 400s and 440s. Prioritizing low and midrange torque output played a large role in SKMFX's decision to opt for relatively short 6.200-inch connecting rods as well. Although the general public has been brainwashed into singing the virtues of longer connecting rods, simple physics dictates that shorter connecting rods increase piston speed near top dead center. Although that's not necessarily a good thing at high rpm, it can assist with cylinder filling at low rpm when airspeed through the induction system is very low. "To keep the piston's speed away from TDC extremely high, we had to use shorter connecting rods. Since Scat makes a very nice off-the-shelf 6.200-inch rod for small-block Chevys, we ordered our custom crank with 2.100-inch journals to make it all work," Jesse says.
Shrinking the bore in any high-performance engine may seem counterintuitive, but here it allowed for a significant increase in stroke...
One of the inherent challenges of designing a short-block is that changing one variable affects several others. Since increasing the stroke necessitates larger counterweights, SKMFX ordered a superlight custom crank from Scat to keep the mass down as much as possible. Likewise, shorter rods require more piston compression height, which also increases weight. In order to keep the compression height reasonable, Jesse passed on a taller 10.725-inch deck RB-series block for a shorter 9.980-inch B-series block. "We didn't want an obscene compression height, so we went with the lower-deck block and cut the deck height down an extra .070 inch," he explains. "The 1.710-inch compression height we ended up with is .200-.300-inch shorter than on a stock B- or RB-series big-block. During the balancing process, the bob weight checked in at 1,850 grams, which is the one of the lightest I've ever seen for a big-block Chrysler."
Opening The Windows
Yet another downside of long-stroke crankshafts is that they generate additional oil windage. The amount of parasitic power loss associated with this increase is debatable, but SKMFX felt that windage is compounded by the big-block Chrysler's deep-skirt design that extends well past the main caps. A kick-out–style oil pan is an easy remedy, but EMC rules state that any portion of the oil pan cannot be wider than the pan rails. Jesse's solution is as creative as it is extreme. "We cut 4-inch square windows into the side of the block and built custom kick-outs to catch the oil. Everyone at the shop thought that I was ruining the block when they saw it laying sideways in the CNC machine," Jesse chuckles. "The goal was to get rid of the windage created as a result of the deep Y-block design by increasing the space around the crankshaft as much as possible. With the windows and custom kick-outs, instead of hitting the large and flat sides of the block, the oil goes into a rounded chamber. In theory, this should reduce the energy that's lost as the crankshaft whips through the oil."
"Everyone at the shop thought that I was ruining the block when they saw it laying sideways in the CNC machine." —engine builder, Jesse Robinson
Despite the reasoning behind it, naysayers will think that cutting holes into the side of the block is a bit too hokey. Nevertheless, GM has continually enlarged the size of the main cap windows in its deep-skirt Gen III and IV small-blocks to improve bay-to-bay breathing inside the crankcase. Furthermore, Dart eliminated the deep-skirt design entirely on its LS Next blocks in an effort to reduce windage. Evidently, there's something to it.
Head Games
While an under-square short-block design can broaden low and midrange torque production, reducing the bore diameter is rarely a good thing in terms of cylinder head airflow. As bore size decreases, the cylinder walls can impede the path of the incoming air. This is compounded by the fact that smaller bores require smaller valves. It's an awfully big price to pay, but once again, SKMFX devised some clever solutions after obtaining a set of Victor 440 cylinder heads from Edelbrock. "With the smaller bore size, it became imperative to move the intake valve away from the cylinder wall and closer to the center of the bore. To accomplish this, we moved the intake valve guide .070-inch closer to the exhaust valve, and then moved it another .070-inch closer to the lifter valley," Jesse reveals.
During the process of massaging the ports and combustion chambers, Jesse had to work around yet another obstacle that comes with Mopar territory. "Edelbrock offers a Pro Port version of many of its popular castings, which are basically raw heads with no real ports or chambers. This extra material gives you lots of flexibility when designing the ports, but unfortunately a Pro Port option isn't available with big-block Chrysler heads," Jesse says. Consequently, he had to think outside the box again. "Since the intake valves had already been relocated, we decided to bush the lifter bores and offset the intake bore closer to the exhaust bore. This straightened up the pushrod angle, and created extra space to widen the intake ports. These heads definitely preferred widening out the port as opposed to making them taller. We matched them up with a ported Edelbrock Victor 383 intake manifold and a Holley 950cfm carb."
Ideally, the combustion chambers should function as an extension of the valve job. SKMFX's prior decision to angle mill the heads—in an effort to move the valves closer to the center of cylinders—paid dividends yet again. "The most compression EMC rules allow is 11.5:1, and angle milling the heads reduced the size of the combustion chambers too much. This was actually a good thing, because it allowed laying back the chamber wall 45-48 degrees, which created a smoother transition from the valve job into the combustion chambers," Jesse explains.
After spending countless hours working on the cylinder heads, the flow bench registered 353 cfm through the intake ports at .650-inch lift, and 204 cfm through the exhaust ports at .600-inch lift. "The one area of this motor that I'm not that happy about are the exhaust ports. In order to fit a 2.190-inch intake valve while also moving it .070-inch over, we had to run a 1.625-inch exhaust valve, which is smaller than what we wanted."
A perfectionist being critical of his own work is certainly understandable, but recent trends in the world of race engines suggest that exhaust port flow isn't as important as it used to be. In classes ranging from NHRA Pro stock to NASCAR Sprint Cup to everything in between, the need to prioritize intake port flow is so great that it often comes at the expense of exhaust port flow. Common practices include reducing the size of the exhaust valve to make room for a larger intake valve, or biasing valve placement toward the "lifter valley side" of the block (as opposed to the "header side"), which de-shrouds the intake valve while shrouding the exhaust valve. Although not everyone agrees with this philosophy, the reasoning behind it is simple. While the intake ports must rely on a measly 14.7 psi of atmospheric pressure to push air into the cylinders, thousands of psi of residual cylinder pressure force their way out of the exhaust ports after the power stroke. This flies in the face of conventional wisdom, which states that engine builders must shoot for the magical 70 to 80 percent exhaust/intake ratio that's often cited by Internet experts, but the top engine builders in the country didn't rise to the top of their trade by being conventional.
This flies in the face of conventional wisdom, which states that engine builders must shoot for the magical 70- to 80-percent exhaust/intake ratio...
Moment Of Truth
From its shrunken bores to its 58 percent exhaust/intake flow ratio, the SKMFX 440 is a combination full of wild cards. All speculation regarding the validity of its unique specifications ended within a few pulls on the dyno at the 2014 AMSOIL Engine Masters Challenge. The 440 spit out an impressive 636 hp and 614 lb-ft of torque, and its average output from 3,000-6,500 rpm was good for an overall finish of 14th. That placed the SKMFX Third among all Mopars that competed, topped only by a Gen II and a Gen III Hemi. On SKMFX's shop dyno, the 440 managed 663 hp and 629 lb-ft of torque. Yet again, a scarcity of aftermarket parts forced another Mopar guy to think outside the box—and as unusual as some of its specs may be—this 440 flat out gets the job done. "It would have been nice to hit 700 horsepower, but the 1.48 lb-ft per cubic inch this motor made is the most we've ever gotten out of a big-block Mopar," Jesse reflects. "I never expected it to make this much torque. We made 636 lb-ft with a 500ci Wedge a few years ago, and I thought that was a lot!"
a scarcity of aftermarket parts forced another Mopar guy to think outside the box—and as unusual as some of its specs may be—this 440 flat out gets the job done.
Fast Facts
440 Chrysler Big-Block
Bore: 4.184 inches
Stroke: 4.000 inches
Displacement: 440 ci
Compression ratio: 11.5:1
Camshaft: custom COMP solid roller
Valve lift: 0.756/0.685 inch
Duration: 249/255 degrees at 0.050
Lobe separation angle: 105 degrees
Cam installed centerline: 101 degrees
Rocker and ratio: T&D 1.6:1 intake, 1.5:1 exhaust
Lifters: Johnson 0.903-inch hydraulic roller
Pushrods: COMP 8.280/8.250-inch intake/exhaust
Piston rings: Total Seal .043/.043/3mm
Piston ring gap: .020-inch top, .024-inch second
Piston: custom forged Diamond
Block: OEM Chrysler 400
Crankshaft: Scat Superlight 4.000-inch forged 4340
Rods: Scat 6.200-inch steel
Main journal diameter: 2.625 inches
Rod journal diameter: 2.100 inches
Bearings: Clevite H-series
Cylinder head: Edelbrock Victor 440 aluminum
Intake port flow: 353 cfm at 0.650-inch lift
Exhaust port flow: 204 cfm at 0.600-inch lift
Chamber volume: 54 cc
Intake valve diameter: 2.190 inches
Exhaust valve diameter: 1.625 inches
Valve angle: 14 degrees
Valvesprings: PAC 1.550 inches
Spring retainers: PAC titanium
Head gasket: Cometic 0.040-inch MLS
Intake manifold: Edelbrock Super Victor 383
Carburetor: Holley HP 950 cfm
Header: Schoenfeld 1.875- to 2.000-inch long-tube
Ignition: MSD 7AL-2
Damper: Innovators West
Water pump: Moroso
Oil pan: Stef's E-Body
Oil pump: Melling standard volume
Fuel: VP 100-octane unleaded
Timing advance: 36 degrees
 On The Dyno
On The Dyno
1. To shrink the factory 4.340-inch bore down to 4.184 inches, the 400 block was opened up .018 inch then fitted with Melling sleeves. Diamond provided a set of -24cc custom conical dish pistons to account for the repositioned valves, and the unique compression height and bore dimensions.
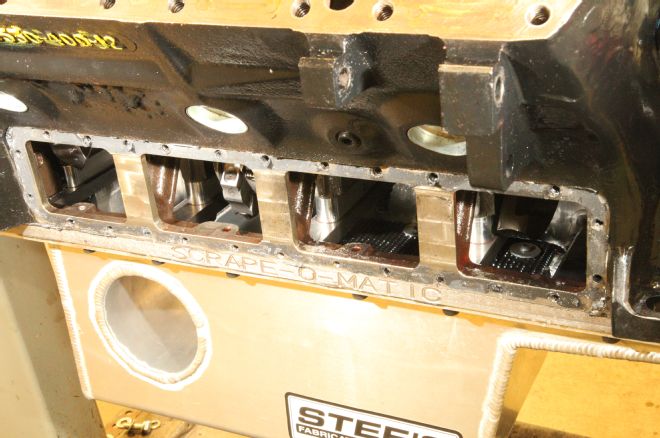
2. Each breathing window in Robinson's block is positioned between a set of main caps. While EMC rules prohibit oil pan kick-outs from extending beyond the pan rails, adding them to the block itself is perfectly legal.

3. To fabricate the custom collection chambers for the block windows, SKMFX cut a piece of 3-inch aluminum intercooler piping in half. Next, custom flanges were cut on a mill before welding everything together.
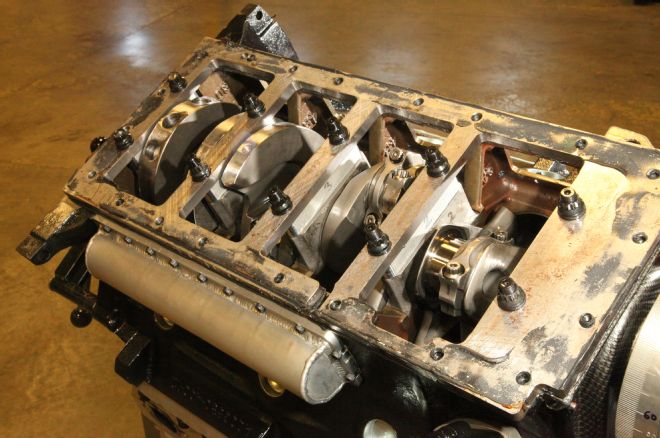
4. A custom Scat Superlight crank combines standard 2.625-inch B-series mains with 2.100-inch small-block Chevy rod journals. SKMFX built a custom ½-inch-thick steel girdle that ties the main caps into the entire bottom perimeter of the block. Since the edges of the girdle rest .050 to .060 inch away from the counterweights, they also function as a crank scraper.

5. To account for the difference in height between the bottom of the main caps and the bottom of the oil pan rails, custom .810-inch-thick aluminum spacers were sandwiched between the main caps and the girdle. The spacers are slightly thicker than necessary to increase the clamping load. Extra-long ARP main studs hold everything together.

6. Sealing up the cylinder are .043-inch Total Seal rings gapped to .020- and .024-inch on the first and second rings, respectively. The 6.200-inch Scat small-block Chevy rods provided Team SKMFX with durable yet value-priced, off-the-shelf hardware. The 440 uses Clevite H-series main and rod bearings throughout.

7. SKMFX felt that a high-volume oil pump would be overkill for a 6,500-rpm motor, so it opted for a Melling standard-volume pump instead. It's externally fed off of a Stef's E-Body oil pan, and consistently generated 45-55 psi of pressure on the dyno.

8. Moving the intake valve closer to the exhaust valve created extra real estate for massaging the intake port, but it increased pushrod angularity as well. To remedy the situation, SKMFX bushed the intake lifter bores and moved them .070-inch closer to the exhaust lifters. The lifter bore clearance has been tightened up to prevent excessive amounts of oil from bleeding into the valley, resulting in increased oil pressure and consistency.

9. Moving the lifters closer together would typically require custom tie bars, but as luck would have it, small-block Chrysler lifters fit perfectly. The .903-inch diameter Johnson hydraulic roller lifters feature just .015-inch of plunger movement, so they actually perform more like a solid-roller.

10. T&D modified a set of its big-block Chrysler rockers to correspond to the repositioned intake valves. The rockers feature a 1.6:1 intake ratio and a 1.5:1 exhaust ratio. PAC supplied the titanium retainers and 1.550-inch valvesprings, which exert 585 pounds of open pressure.

11. To provide the incoming air with a straighter shot into the cylinders, the heads were angle-milled .150 inch, which rolled the intake valve angle over from 15 to 14 degrees. To smooth out the transition into the short-turn radius, the intake port floors were raised as well. Wringing 353 cfm out of any big-block port let alone a Mopar is impressive in anyone's book.

12. Although SKMFX was a bit disappointed that the exhaust ports flowed just 204 cfm, they don't seem to have hurt power output much at all. The 440 produced nearly 1.9 hp per cfm of airflow, which is certainly respectable for any hydraulic roller, 11.5:1 street motor.

13. The small 4.184-inch bore diameter of SKMFX's 440 doesn't leave much room around the valve, so the intake valve guide has been moved over .070-inch on both the X- and Y-axes. Even to the naked eye, the shift in positioning in relation to the stock exhaust valveguide location is very obvious.

14. SKMFX experimented with EFI, but didn't have enough time to fully dial in the system prior to EMC 2014. Instead, the team relied on a Holley HP 950 carburetor for fueling duties, which ran best with 93/96 jets.

15. Raising the intake ports required extensive intake manifold modification in order for the runners to line up properly. The Super Victor 383 manifold was cut in half, port-matched and epoxied, then welded back together.

16. Clawing for every last advantage, the SKMFX team built custom .250-inch MDF intake manifold gaskets. In addition to isolating the manifold from engine heat, it also provides a straighter approach angle into the intake ports by raising the runners and plenum.

17. From left to right, the SKMFX crew of Jesse Robinson, Joe Rutters, Bryan MacDonald, and Ron MacLean prove that the small teams can still hold their own against the heavy hitters at the AMSOIL Engine Masters Challenge. Congrats to everyone at SKMFX for proudly representing both Canada and the Mopar faithful.