
 Fred Williams
Brand Manager, Petersen’s 4Wheel & Off Road
Fred Williams
Brand Manager, Petersen’s 4Wheel & Off Road
Early Fords, Jeeps, and Suzuki 4x4s often came with 5-on-5 1/2 bolt pattern axles. They weren't always the strongest tire spinners. In the realm of rear axles, Ford's 9-inchers aren't bad, Jeep's two-piece axles aren't great, and Suzuki's little Samurai axles are, well, little. Don't get us wrong; these axles all hold up fine when it comes to spinning stock size tires, but add deep gearing, bigger motors, heavy rubber, and an American work boot wrapped around an adrenalin-junky driver's right foot, and things can get messy.

You can upgrade axles completely, or just upgrade the axleshafts to stronger alloys. Or you can upgrade to full-floater hubs and alloy axleshafts from Solid Axle and Spidertrax, the option we like. We started with a junkyard Dana 60 housing and built it into an overkill idiot-proof bash axle that'll laugh off whatever the numbskull behind the wheel throws at it.
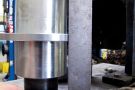
 We wanted to build a rugged rear for an old Jeep with a passenger offset rear transfer case output, so we started with this oddball low-pinion, driver-side front Dana 60. This was a custom front axle that didn't use off-the-shelf shafts, and all the internals and steering knuckles were missing.
We wanted to build a rugged rear for an old Jeep with a passenger offset rear transfer case output, so we started with this oddball low-pinion, driver-side front Dana 60. This was a custom front axle that didn't use off-the-shelf shafts, and all the internals and steering knuckles were missing.
This project is a good mid- to high-skilled endeavor, requiring precision machining and welding, so if your barn has a lathe and a MIG machine you're in business, if not, you may want to take it to a professional.
 We took our project to Fabworx Off Road in Santa Rosa, California, to get it done quickly. Getting the inner Cs (also known as end forgings) off the axletube requires heating and beating.
STRONG? YES. CHEAP? NO.
Solid axle
Full-floater kit
$1,120
Solid axle
Drive flanges
200
ARB
Diff cover
170
Yukon Gear
Gears & install kit
365
Yukon Gear
Spool
240
SpiderTrax
300M axleshaft
900
TOTAL
*$2,995
*Plus the cost of a junkyard housing and
labor to machine, weld, and set up gears
PhotosView Slideshow
We took our project to Fabworx Off Road in Santa Rosa, California, to get it done quickly. Getting the inner Cs (also known as end forgings) off the axletube requires heating and beating.
STRONG? YES. CHEAP? NO.
Solid axle
Full-floater kit
$1,120
Solid axle
Drive flanges
200
ARB
Diff cover
170
Yukon Gear
Gears & install kit
365
Yukon Gear
Spool
240
SpiderTrax
300M axleshaft
900
TOTAL
*$2,995
*Plus the cost of a junkyard housing and
labor to machine, weld, and set up gears
PhotosView Slideshow
















