
It wasn't that long ago that reproduction framerails for '30s-era cars were considered exotic stuff, and then came the complete reproduction chassis. Fatman Fabrications was around to see and help lead all of this progress and today they produce a wide array of complete frames for cars from the '30s to the late '50s. When you combine the complete chassis line up with their extensive line of front clips for cars there aren't many vehicles from the '30s through '60s that can't be fitted with a good set of Fatman suspenders.
With that long history of building a quality chassis that will handle thousands of miles of road service, Fatman Fabrications was the natural choice for supplying the chassis for the 2013 AMSOIL/STREET RODDER Road Tour '51 Ford.
Due to the time constraints on getting the '51 Ford completely built at Honest Charley Garage, Brent Vandervort was kind enough to send his display chassis down to Chattanooga, Tennessee, right after the NSRA Street Rod Nationals. OK, it was wearing bright yellow display paint but at least we had a complete chassis to begin the build.
Of course looking at a finished chassis is one thing, but getting up close and personal during the complete fabrication of the chassis is the only way to truly appreciate the time, material, and craftsmanship that goes into each and every Fatman Fabrications chassis.
Fatman Fabrications offers a broad range of suspension options, all based on the ever-popular Mustang II-style front suspension. They can build the frame from a basic and budget-minded coil spring front and leaf spring rear to the more exotic pro touring-style chassis with coilover suspension on all four corners, beefy antisway bars, and big Wilwood brakes. Looking for RideTech air suspension? No problem, you can order that too. If you want a hot rod rear under that '51 simply check the box on the order form for a quick-change or the polished aluminum housing. Stainless steel four-links or mild steel are another option so you can truly have your chassis built to reflect your exact needs. Fatman also offers a stepped rear frame for those who prefer to roll around on wide rear rubber. Complete brake line installation is another option, and when you see how neat the lines are run you'll be checking that box off too. The options are yours and there is a package to fit most budgets.
We opted for QA1 coilover suspension on all four corners with sway bars front and rear. Big Wilwood brakes will provide the stopping power (more on that when we assemble the suspension) and a brand-new 9-inch rear axle assembly will ensure miles of trouble-free motoring.
The chassis is fabricated in a dedicated frame fixture to ensure every frame fits a '51 Ford, and that means the body mount holes are drilled and ready to accept your original Ford body. Actually building the frame is like assembling a giant puzzle, subsets of parts are prefabricated and then all of the pieces are assembled on the aforementioned frame fixture. Special attention is paid to precise alignment, high-quality welding, and a well-finished final product. We had the pleasure of working with Eric Kisiah during the construction of this chassis and like all of the fabricators at Fatman Fabrication, his craftsmanship, attention to detail, and welding is all first class. So follow along as we fabricate a brand-new '51 Ford chassis, and as we mentioned before, we'll get into the suspension installation later when the team at Honest Charley Garage fit the EcoBoost V-6 to the Fatman Fabrications frame.
1. Every Fatman Fabrications chassis is fabricated in a dedicated frame fixture and painstakingly assembled to ensure the highest quality.

2. All of the components required to fabricate our '51 Ford chassis were prefabricated and brought over to the frame fixture for assembly. This really speeds up production time.

3. The front crossmember is as strong as it is good looking. This piece will mount our Flaming River power rack-and-pinion unit.

4. The rear crossmember is a complex piece formed from no less than eight pieces, not including the additional four-link brackets. This piece is assembled in a fixture to ensure perfect alignment.

5. After welding and grinding we have another great-looking piece for our frame. The holes in the rear crossmember provide exhaust pipe clearance, while the centersection incorporates a driveshaft loop.

6. Eric Kisiah uses a magnetic drill press to cut the access holes in the side of the framerails. These holes permit access to the pre-drilled body mounting holes.

7. The rear kick-up section of the frame is fabricated on the bench and will be blended into the main framerails. While we opted for a stock measurement chassis, Fatman can also step these pieces inboard for additional tire clearance.

8. The actual assembly of the chassis begins by dropping in the two front pieces of the framerails and clamping them securely to the frame fixture.

9. Alignment tabs are then welded into the vertical sides of the frame section. This plate ensures proper alignment and provides a "penetration plate" in the root of the weld, ensuring a super-strong joint.
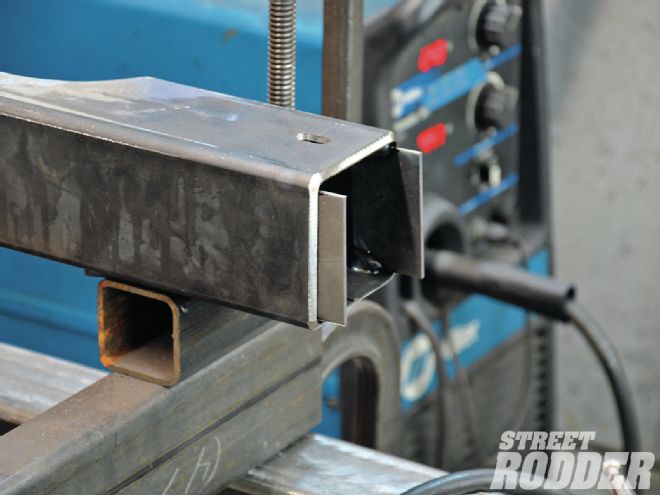
10. Framerail sections continue to be aligned in the fixture and clamped securely. The entire 'rail is located prior to tack welding any of the joints.

11. This illustrates two things, first there are several complex angles in the side framerails, and second it takes a lot of clamps to hold a framerail together for welding.

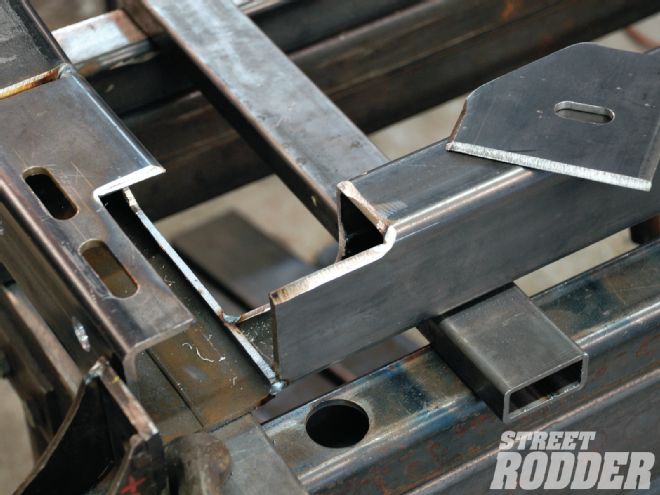
12. Even though the pieces are clamped in, the fixture measurements are constantly checked prior to welding. Here the distance from the second body mount hole to the front frame end is checked. One of the tricky spots on the chassis is the transition from the main framerail to the rear kick up. Once again alignment tabs inside the box tubing align the pieces.

13. A transition piece is formed from a piece of the box tubing to blend the framerails together, here the vertical weld has been completed in the proper uphill welding pattern. This will all be ground smooth.

14. The rear crossmember and framerail corner is a complex corner with a lot of machined pieces. This is to provide mounts and access for the stock '51 Ford bumpers.
15. The corner plates were first tacked in place, and then finished welded to the rear crossmember and side 'rail. This is a fine example of what a structural weld should look like.

16. The front crossmember is tack-welded in place with 3 degrees of antidive built into the placement, which is all part of proper alignment.

17. Moving to the center of the chassis X-member construction begins by installing the two upper legs of the X-member. Once again the fixture locates the pieces precisely.

18. The center pieces that connect the two outer legs of the upper X-member incorporate a driveshaft loop that will clear the stock '51 Ford floor tunnel.

19. The rear crossmember is then located and tack-welded in place. Once again the center line string serves as a reference to ensure all the crossmembers are in proper alignment.

20. The final crossmember is the coilover shock mount crossmember that rests atop the fear frame kick-up sections.

21. Once again a few giant C-clamps mate the upper and lower portions of the center X-member.

22. With all eight of the lower X-member pieces tacked in place it's clear that this is one very rigid platform for the shoebox Ford.

23. The chassis rotisserie makes short work of the finish welding. Alternating sides of the chassis prevent distortion from welding.

24. The front crossmember is finish welded, adjoining the recess formed for the spring pocket and the C-notch for the rack-and-pinion. After welding up the entire chassis Eric Kisiah turns his attention to mounting the suspension brackets. Our chassis is using QA1 coilover shocks on all four corners so coilover brackets are installed.

25. Note how the coilover upper bracket piece interlocks prior to welding. This makes for one very strong mount. Fatman Fabrications also offers conventional coil spring pockets.

26. The front coilover brackets are finish welded, alternating from side to side of the chassis to prevent any chance of chassis distortion.

27. Moving to the rear it's time to attach the forward brackets for the rear four-link suspension that will locate the 9-inch rear. The QA1 shocks mount behind the housing of the rear crossmember.

28. There were just a few more body mount holes to drill so the magnetic drill press was put to good use once again. Having the body mount holes drilled takes the mystery out of fitting your Ford to the frame.

29. This side view shows the "outrigger" body mounts in place on the outside of the framerails; this is a true bolt-in chassis.

Watch the guys over at Honest Charley Garage assemble the chassis of the 2013 AMSOIL/STREET RODDER Road Tour car here.
See more videos detailing the build of the 2013 AMSOIL/STREET RODDER Road Tour car here.