Ford has pushed the limits of multi-cam V8 engines more than any American automaker. It did so in the 1960s and it continues today with the versatile modular lineup (Including two- and four-valve V8 and V10 engines). The modular 4.6L, 5.4L and 6.8L V10 variants were hugely successful in passenger cars, trucks, and even high-performance models such as the F-150 Lightning, the SVT Cobra, Shelby GT500 and the Ford GT supercar.
In 2011, Ford introduced the 5.0L Coyote, the next generation of four-cam V8. It featured 5.0 liters of displacement, and design improvements in the variable cams, induction and much more. The 5.0L responds quite well to boost, but when it came time to develop the Shelby GT350, Ford’s engineers decided a naturally aspirated powerplant would be more appropriate.
Still, they wanted 500-plus horsepower, so the 5.0L Coyote wouldn’t do. Instead, Ford chose to increase the displacement and the compression, they added a flat-plane crankshaft and fed the engine with a high-flow induction. The plan also included revving the Voodoo engine past 8,000 rpm; reaching these goals would take special development, new materials and a lot of testing.
Where racers and many tuners are simply after horsepower, and generally aren’t concerned with NVH or long-term durability, a factory production engine must be capable of lasting well past 100,000 miles, be emissions compliant, get suitable fuel economy, and have reasonable NVH. Manufacturers have managed 600-700 horsepower using a blower or turbo setup, but in the past it’s take huge displacement to make big horsepower numbers on motor alone.
To exceed 500hp, Ford pulled out all the stops. It began with a trick engine block, featuring Plasma Transfer Wire Arc (PTWA) technology, a process that allows the material to be sprayed at supersonic speed onto the cylinder walls to create a durable finish, which eliminates the need for cylinder liners in the aluminum block. This also gave them a larger bore, so larger intake valves could be used, and it ensures a very high level of cylinder sealing.
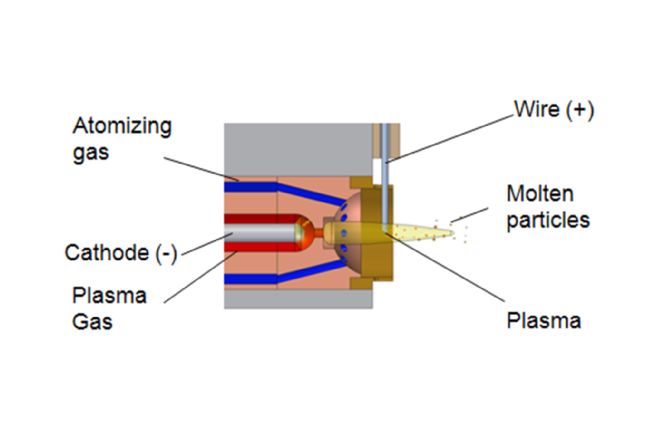
The PTWA technology was used on the 2013-2014 Shelby GT500 engine, but the process was brought in-house for the latest Shelby. According to Flame-Spray Industries, inventor of the PTWA technology, “The PTWA thermal spray process utilizes a single wire as the feedstock material. All conductive wires up to and including 0.0625-inch (1.6mm) can be used as feedstock material, including cored wires. The wire is melted, atomized and propelled to the substrate by a supersonic plasma jet that is formed by a transferred arc between a non-consumable cathode and the tip of the wire.
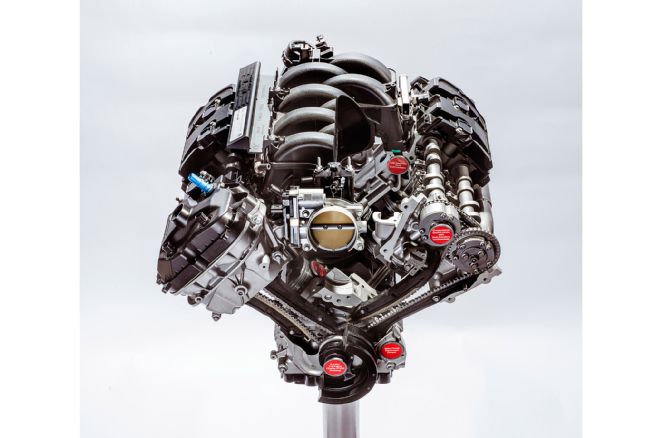 Ford’s Shelby GT350 and GT350R use this lightweight 5.2L V8 to produce 526 horsepower without the aid of forced induction. This engine utilizes 12.0:1 compression and spins to 8,250 rpm.
Ford’s Shelby GT350 and GT350R use this lightweight 5.2L V8 to produce 526 horsepower without the aid of forced induction. This engine utilizes 12.0:1 compression and spins to 8,250 rpm.
To learn more about the Voodoo engine and the PTWA process, we sat down with Ford engineers Chris Palazzolo and Tim Beyer.
According to Palazzolo, “the process uses high-power electricity in a plasma cloud to atomize a metal wire, which is then sprayed onto the prepared cylinder walls of an engine block, allowed to cool, then machined to a precise tolerance. The result is a thin, strong, lightweight layer that provides excellent cylinder wall oiling and incredible durability—all helping to improve engine performance and longevity.”
For the 5.2-liter V8, Ford brought the process in-house to Essex Engine Plant. It also refined the technique, resulting in a lighter engine block with improved durability. “The cylinder walls of the block are mechanically roughened,” stated Tim Beyer. “The process essentially cuts parallel grooves in the bore and then we deform the top of the grooves, or under cut them, to create a rough area for the plasma to adhere to. It’s a two step process to create the grooves done in a conventional CNC machine at Essex in Windsor,” he added.
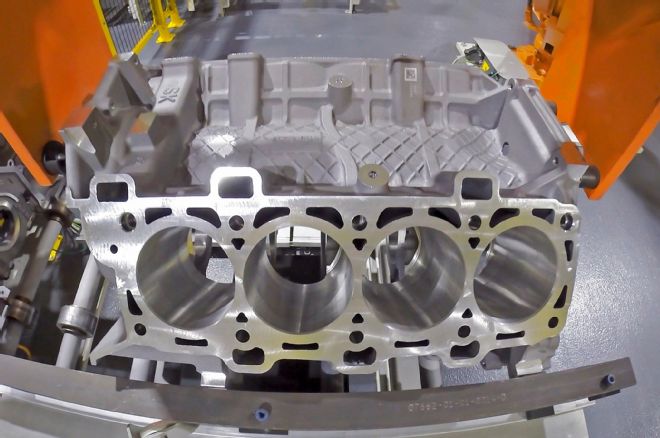
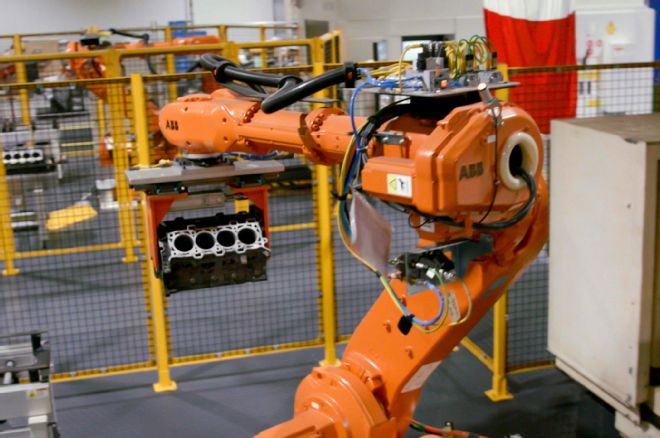 Blocks are robotically maneuvered during the machining process at the Essex Engine Plant.
Blocks are robotically maneuvered during the machining process at the Essex Engine Plant.

“After initial atomization, a large flow of forced air through the nozzle transports the stream of molten droplets onto the bore wall. The high kinetic energy causes the particles to flatten when they impinge on the surface of the substrate; the heat transfer between the flattened particles and the substrate causes a rapid solidification. Thus the coating is made up of these solidified droplets stacked one on top of another along the surface,” said Beyer.
“So we’ve gone in a slightly different direction with the engine,” said Palazzolo. “The VooDoo block has a lot of special features. The team set out right away to make a high-performance, lightweight engine. It’s based off the Coyote, but we did things to make it handle the power and have extra cooling capacity. The PTWA allows it to handle a bigger bore. When we take the liners out, we need to take the heat out between bores since we only have 6mm between bores (with the liners there is 7.8mm). That’s at the bridge and it’s a critical part of the structural especially for head gasket sealing. That’s the minimum dimension and the toughest to seal,” he added. “We were looking for a smaller, lighter package so we started by modified the cores in the casting, so it’s not a copied 5-liter engine. We optimized cooling and for the increased bore size.
“The PTWA is a real gem in package and efficiency. We’re getting so much displacement into a small space,” Palazzolo added. “What we do is go into the market and see who might be a manufacture of equipment and partner with a supplier and develop the technology, or we may license it and have it developed for us. So we don’t develop every piece of software. On this project we worked with several different groups and we need to ensure the final product is up to quality.”
Eliminating the liners saves 8 pounds, and special machining shaves even more weight from the block, but it does so without sacrificing durability. And the PTWA provides additional benefits including improved cylinder sealing, reduced friction and increased cylinder wall durability.
One of the challenges engineers faced is managing the heat associated with revving an engine past 8,000 rpm. The higher rpm results in more friction in the bearings and the piston rings, and this requiring rethinking the cooling and oiling systems. “We’re now able to put a small cooling passage in the top of the block because we don’t have the liners. There’s enough aluminum to put passages in the bridge area near the top of the block, which is the most important area because that’s where combustion happens. And the PTWA helps us keep the temp down in that area, compared to a cast iron cylinder liner.”
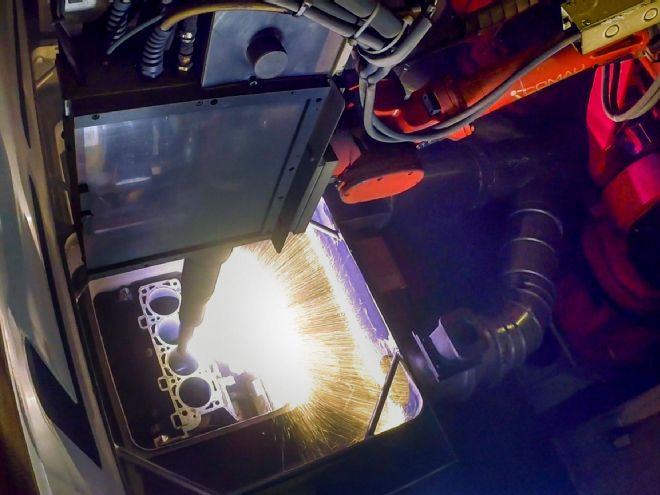
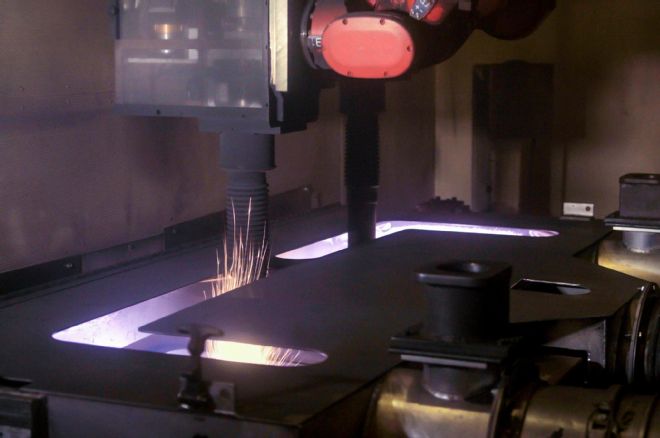 The Plasma Transfer Wire Arc process takes place under heavy-duty shielding.
The Plasma Transfer Wire Arc process takes place under heavy-duty shielding.
And according to Tim Beyer, the cylinder walls are also extremely durable. “You can’t bore a block with the PTWA the way you would bore a conventional block, because the coating is only the thickness of the human hair,” he said. “There’s no material to overbore, but the coating is tough and simply doesn’t wear out. We’ve gone over 200,000 miles in durability testing and the block still has the cross hatching.”
“The PTWA really holds up,” added Palazzolo. “What we laid down originally is often better than what you’d get with a new hone. When we rebuild we’ve not seen bores we’ve had to fix up. Cast iron is softer and you’ll benefit from honing to achieve fresh cross-hatching, but with this material the cross-hatching is still there. The material contains a very small micro porosity so there’s oil retention built into the material. If you haven’t failed a piston and/or gauged things up, the bore is suitable for rebuild just the way it is. It is a thin coating, so if you fail a piston and score the cylinder wall, you will want to start fresh with a new block,” he explained. “When you design an engine with 0.020-inch or larger overbore capability you’re carrying that material around the life of the engine and you may never use it.”
Ford still relies on conventional piston rings in the 5.2L Shelby GT350 engine. “We’ve tuned the PTWA material to work with the conventional rings. The production rings are really good. You won’t gain an advantage with different rings,” said Palazzolo. However, the Voodoo has some special things done to the rings to minimize friction. “They are thinner and use a profile optimized for thermal expansion—less friction is more horsepower and less heat. Those are really nice optimizations, there are advantages in many areas,” added Palazzolo.
For oil, the 5.2L Voodoo also uses high-performance Motorcraft lubricant, which Beyer stated “is more for the duty cycle of the engine. The bore is happy with all kinds of oil, but we used premium oil for high performance, with a broad viscosity range, designed for cold start and the heat developed on track to keep the components protected.
With the improvements in mpg mandated and the improvements in longevity expected by consumers, I expect the PTWA technology to be commonplace in the future. Beyer stated it will likely be used in Ford small and mainstream applications, as the advantages are pretty clear. “Because of our flexible manufacturing we can run the specialty Voodoo engine blocks down the line with the Coyote, albeit with a unique code because it’s a unique casting.” And the technology is not limited to aluminum blocks and new engines. Ford is even experimenting doing PTWA on cast-iron blocks. “We’re starting to spray cast-iron blocks to bring them back to standard block sizes,” added Beyer. PTWA is certainly a technology we’ll keep our eye on, as it will likely makes its way into regular production engines, and even rebuilds of older Ford iron.
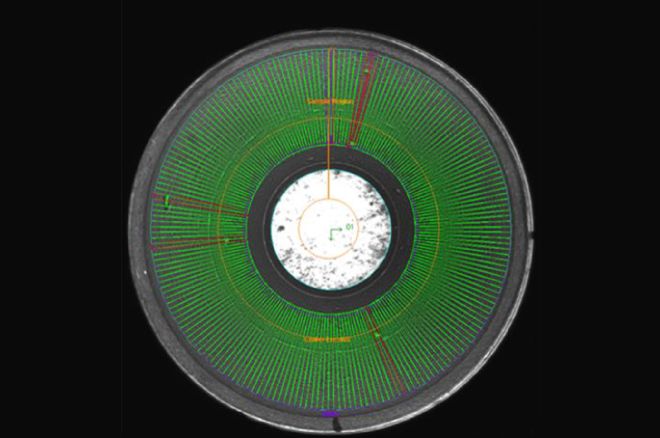
Advanced Optical Inspection
Immediately following the spray process, the new surface is automatically inspected using a selection of machine vision cameras. These cameras use high-intensity light and advanced software to look down the barrel of the cylinder and automatically detect surface imperfections or holes in the material prior to further processing.
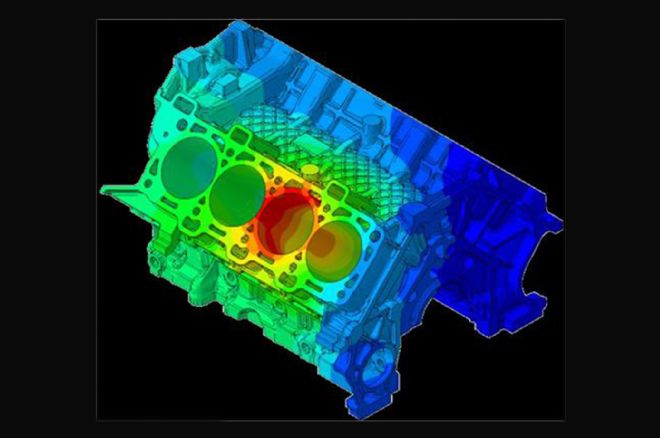
Predictive Computer Modeling
Ford Research Center in Aachen, Germany, developed a computer-aided engineering model to predict how spraying the molten metal onto the bore surface would create stress on the engine block. This development lets engineers determine the sequence in which the machine should spray each cylinder to minimize stresses for an excellent finished product.
 Here’s a bare aluminum block, prior to the PTWA process.
Here’s a bare aluminum block, prior to the PTWA process.
 Completed Voodoo 5.2L engine block and close-up of the cross-hatching on the cylinder walls.
Completed Voodoo 5.2L engine block and close-up of the cross-hatching on the cylinder walls.

 Shelby owners will love the sound and durability of the Voodoo engine.
Shelby owners will love the sound and durability of the Voodoo engine.

 Ford Performance will soon offer the 5.2 Shelby GT350 block, along with matching cylinder heads and intake manifold.
Ford Performance will soon offer the 5.2 Shelby GT350 block, along with matching cylinder heads and intake manifold.

