
In this article, we'll demonstrate two ways to sleeve an engine: one to repair a broken cylinder, and the other for more displacement. Using these processes, we were able to resurrect an otherwise good '71 LT-1 350 Chevy and build a 426 Hemi out of a new Hemi block with a bore-and-stroke combination unavailable in the marketplace.

1. Block Repair Any type of precision machining begins with a thorough cleaning of the parts being worked on. Here, IMM's Fred Hafliger runs our crusty 350 through the hot tank. Why bother sleeving a small-block Chevy when you can still readily find them for sale? We got this one for free from its previous owner who had used it to power a 9-second, second-gen Camaro for nearly a decade before a ring land broke and gouged the bore. He unloaded it to us after buying a new block. Sleeving this engine is cost effective because these '70s-era LT-1s had four bolt mains and forged internals that we can still reuse.

2. The repair sleeve is made by Melling. Hafliger measures its outer diameter and bored the broken cylinder to an interference fit of between 0.0015 and 0.002 inch, removing 0.040 inch of material per cut.
3. He left a step in the bottom of the bore, which serves as a seat for the sleeve.

4. After applying a coating of Permatex Sleeve Retainer, Hafliger drove the sleeve in with a sledge hammer. He's using an old axle flange as the driver tool.

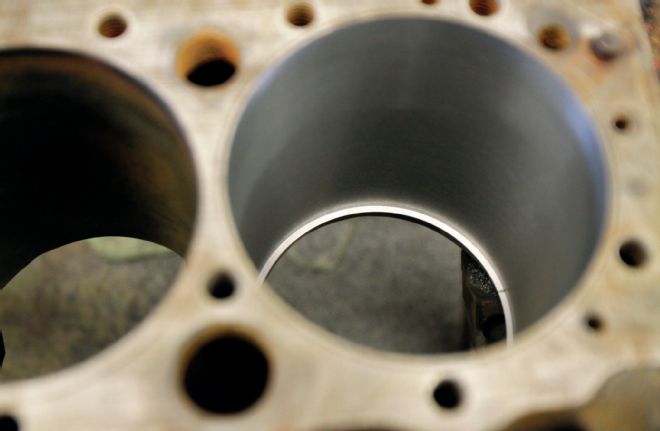
5. Because these repair sleeves can be used in a variety of applications, this one is taller than needed for our small-block Chevy and narrower than our 4.030-inch replacement Speed Pro piston.
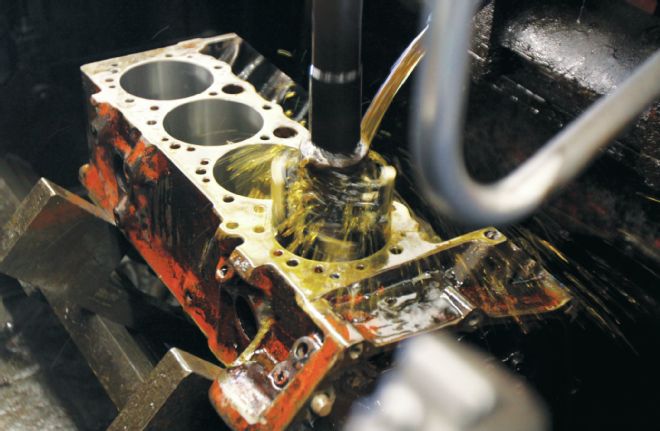
6. Moving the block to his Sunnen honing machine, Hafliger honed the sleeve to its final bore size and finish for proper break-in. He cleaned up all the cylinders for us, that's why the machine is finishing a different cylinder than the one our repair sleeve was installed in. IMM charges about $460 for the parts and labor shown here.



1. Superior's Rottler CNC boring machine has a program for re-sleeving the new Hemi engine, and the end result is a shell of its former self. The cylinders and water jacket structures are completely machined away.

2. Just like the process for fitting a repair sleeve, a step is left at the bottom of the bore to accept the new Darton sleeves.

3. The sleeves are installed by hand, using O-rings and an anaerobic sealant where they fit into the step left in the block.


4. Once the sleeves are fully seated in the block (they're just set in place for this picture), the bottom of the water jacket will be filled with between 1 and 2 inches of Hard Blok, the torque plate will be bolted to the deck for about 12 hours to allow the block fill to cure. The process will then be repeated on the other side of the engine. The final deck height is 9.235 inches.

5. Finally, the engine will be decked and honed to a final bore size of 4.140 to match the new pistons. With thicker ring lands and than stock, these pistons stand up to much more boost than the OE pistons can handle. This bore size, combined with a destroked 3.960-inch crankshaft, allows Superior Automotive to build a 426-inch Hemi with a 1.55:1 rod-to-stroke ratio, which owner Joe Jill feels is more desirable for boosted applications because the thrust side of the pistons aren't loaded as heavily as stock and aftermarket combinations would.