
 It can be a hassle filing three sets of rings per cylinder, but when done correctly the results can mean more power and less fall-off before the next rebuild.
It can be a hassle filing three sets of rings per cylinder, but when done correctly the results can mean more power and less fall-off before the next rebuild.
Most of us consider piston rings little more than a necessary evil. That's probably because grinding rings is a time-consuming chore. And who hasn't accidently ground a gap too large and wasted both time and money ordering up a replacement?
But when done right, piston rings can create a power advantage by maximizing dynamic engine compression while still maintaining good oil control. This involves both proper selection for the intended use and proper preparation when gapping your rings. To get more information on making your piston rings work for you, we spoke with engine builder Keith Dorton, owner of Automotive Specialists.
The purpose of piston rings is to seal the gap between the sides of the piston and the cylinder wall. On almost all stock car pistons there are three rings. The top ring is in direct contact with the combustion flame and sees the most heat. Because of that, it usually has a moly coating to make it better able to withstand the harsh environment. For racing, the primary purpose of the top ring is to effectively seal the combustion chamber to maintain compression.
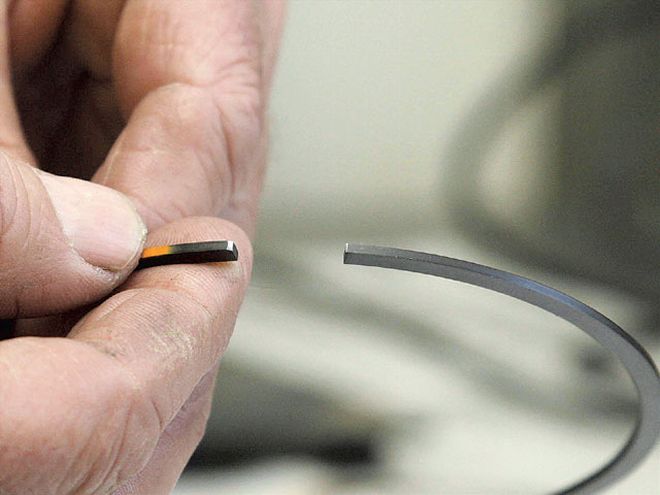
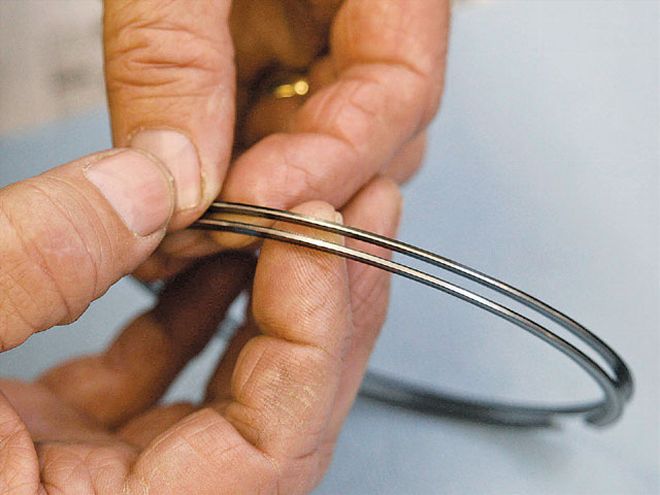
 Here is a ring that hasn't been ground properly. As you can see, the ends are no longer square to each other. It may not seem like much, but this can lead to a power-robbing loss of combustion pressure.
Here is a ring that hasn't been ground properly. As you can see, the ends are no longer square to each other. It may not seem like much, but this can lead to a power-robbing loss of combustion pressure.
In OEM applications where a set of rings must be expected to last over 100,000 miles, the second ring is also expected to help maintain compression. But for racing, this isn't an issue. Instead, the second ring mostly helps with oil control. You do not want the second ring to provide too much of a seal because in a high-rpm application like racing, combustion pressure that passes the top ring and gets caught by the second ring can lead to ring flutter in the top ring. This should be avoided at nearly all costs.
The second ring is typically constructed from softer ductile iron because it doesn't see the heat that the top ring is subjected to, and also because the softer material helps the ring seal to the cylinder wall. The face of the ring also typically has a taper to it so that only the bottom portion of the ring actually touches the cylinder wall. This helps it function better as an oil scraper. The taper wears over time, and once it wears so much that the entire face of the ring is in contact with the cylinder wall, the ring's usefulness is long gone.
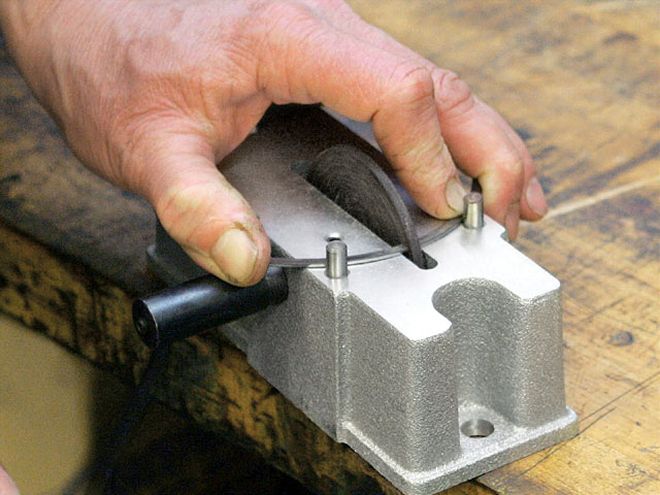 Although Dorton uses a powered ring grinder that greatly speeds up the process, a manual crank-style grinder, such as this one from Powerhouse Products, works just as well (if you are willing to be patient) and costs a lot less.
Although Dorton uses a powered ring grinder that greatly speeds up the process, a manual crank-style grinder, such as this one from Powerhouse Products, works just as well (if you are willing to be patient) and costs a lot less.
Some high-end ring packs will also feature a second ring with a Napier-style design. A Napier ring has a "ridge" that steps up so that the inside of the ring is thicker than the outside. Dorton says that the effect is to provide more material inside the ring land for increased rigidity, while the face of the ring that contacts the cylinder wall is thinner to reduce sliding friction between the ring and the cylinder bore. Dorton says the Napier design works but, as you might expect, the extra engineering does come with extra costs attached. Usually, Dorton only uses Napier-style rings in dry sump applications where the vacuum created in the crankcase helps keep oil out of the combustion chambers.
Finally, the oil ring is actually an assembly of two scraper rings and a center expander ring. As it's named, the oil ring's only job is to pull oil off the cylinder walls and dump it into the oil pan.
Most ring packs for street applications come pre-gapped. But that simply isn't precise enough for racing where gaps should be accurate to within 0.001 inch or less. The purpose of the gap is to allow enough room so that the ring can expand once the engine is hot so that the ends almost touch. The trick is to get the gap as small as possible when the engine is hot without the ends butting. It's better to go too large rather than too small because if the ends do butt, it will lead to scuffing the cylinder walls, micro-welding of the ring to the piston's ring lands, and possibly even breaking the ring.
 After filing your ring and before trial fitting inside the cylinder bore, take a moment to knock the burr off of the outside edge of the ring. If this isn't done it can throw off your gap measurement.
After filing your ring and before trial fitting inside the cylinder bore, take a moment to knock the burr off of the outside edge of the ring. If this isn't done it can throw off your gap measurement.
Dorton uses a powered ring filer, but a more traditional crank-style ring filer is a more economical option for those of us who aren't building engines for a living. No matter what you use, you must be careful to only make small cuts on the rings because you can't put material back on. Also, be prepared to put in a little practice with a couple of old rings before you can reliably make smooth, perpendicular cuts on the rings.
The size of the ring gap necessary varies by the amount of heat generated and which ring you are talking about. But the variables are mostly limited to whether you are running naturally aspirated or using a turbocharger. Fortunately, for stock car racing, there isn't as much variance whether we are talking about Street Stocks or an ARCA engine, so the following recommendations hold true no matter what division you race.
Because the top ring sees the most heat, it requires the largest gap. Dorton says that for anything with a bore between 4.00 and 4.100 inches, a 0.022-inch gap should work fine. In fact, Dorton says he has experimented with gaps everywhere between 0.016 and 0.030 inch on the dyno on several different styles of engines and seen no real difference in terms of power.
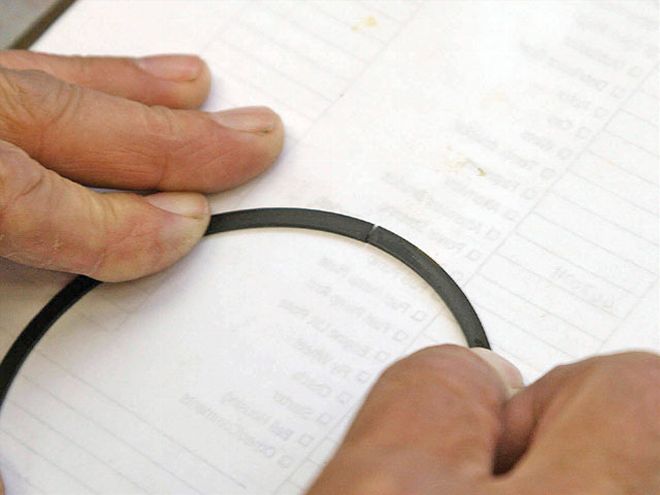
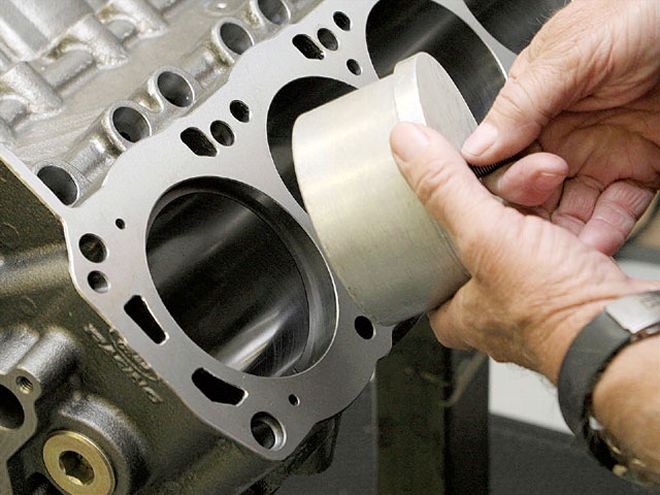 Insert the ring into the cylinder and then use a ring-squaring tool to make sure it is perpendicular to the centerline of the cylinder bore. If you don't have a squaring tool, you can use a piston that has the top ring installed. Simply install the ring in the top of the bore and then use the piston to push it into the bore until the ring installed on the piston contacts the deck of the block all the way around.
Insert the ring into the cylinder and then use a ring-squaring tool to make sure it is perpendicular to the centerline of the cylinder bore. If you don't have a squaring tool, you can use a piston that has the top ring installed. Simply install the ring in the top of the bore and then use the piston to push it into the bore until the ring installed on the piston contacts the deck of the block all the way around.
On the same piston, the second ring should be gapped between 0.016 and 0.020 inch. Less gap is necessary because the second ring is protected from hot combustion gasses by the top ring, but you still don't want it too tight to eliminate the possibility of ring flutter on the top ring.
Finally, Dorton recommends going in the opposite direction for the oil ring. In order to get maximum oil control, the gaps in the oil rails need to be as tight as absolutely possible. Dorton says that as long as you can fit the rings inside the cylinder bore without them butting then you will be fine, but a practical gap should be between 0.006 and 0.008 inch.
Rings are critical for proper engine operation, but they also cost you some power. The movement of the rings against the cylinder walls creates drag, and any portion of that drag you can eliminate while still maintaining proper combustion in the chambers, the better off you will be. To get a better idea of how much power we are talking about, Dorton mentions a test he did several years ago with a race engine. After dyno'ing the engine to determine a baseline, he says he pulled the heads, dropped the oil pan, and removed all the pistons and rods. He pulled the second ring off of all the pistons, rebuilt the motor right there on the dyno stand, and fired the engine back up. With the 0.060-inch second ring removed from all eight pistons the engine gained 5 hp over its 400hp baseline!
 After the ring is correctly gapped, use a honing stone to knock the burr off of the edges of the ring. Make sure only to knock the burr off and not round the edges of the ring as you can see here. This will kill the ring's ability to seal off the combustion chamber.
After the ring is correctly gapped, use a honing stone to knock the burr off of the edges of the ring. Make sure only to knock the burr off and not round the edges of the ring as you can see here. This will kill the ring's ability to seal off the combustion chamber.
This is why most piston manufacturers now offer race-quality pistons with ring lands designed for thinner rings. The reduced surface area contacting the cylinder walls creates less drag. Where most performance ring packages used to be 1/16, 1/16, and 3/16, new metric-based rings sized at 1.2, 1.2 and 3 millimeters are gaining popularity.
One drawback is that low-tension rings simply do not do as good a job of scraping oil off of the cylinder walls. Fortunately, the solution is to use pistons with gas ports. Gas ports are simply slots drilled into the top of the upper ring land that allows combustion pressure to get behind the ring. This pressure from combustion pushes the ring down against the bottom of the piston's ring land and out against the cylinder wall, improving cylinder sealing. Then, on the exhaust stroke when the pressure is reduced, the friction between the ring and the cylinder wall is greatly reduced.
 This is a good comparison of two second rings with the tapered-face design that have seen different amounts of use. The upper ring has not seen excessive use, and only a small part of its face is shiny (from direct contact with the cylinder bore wall). The outside face of the lower ring is completely shiny, meaning that it is worn out.
This is a good comparison of two second rings with the tapered-face design that have seen different amounts of use. The upper ring has not seen excessive use, and only a small part of its face is shiny (from direct contact with the cylinder bore wall). The outside face of the lower ring is completely shiny, meaning that it is worn out.
The oil ring is a completely different animal than the top two rings. Unlike the others, the tension of the oil ring is controlled by the radial thickness of both of the oil rails as well as the size of the gap in the expander ring. By manipulating the different parts of the oil ring to reduce the tension, Dorton has found a couple of horsepower on the dyno without harming oil control.
The radial thickness of the rings can vary by as much as 0.015 inch. This variance comes in different production runs, so you shouldn't see that much change in one pack of rings. But because the ID of the oil ring sits inside the expander, a ring with a greater radial thickness will have more tension than a ring with less radial thickness. This is true even if both rings have the same end gap.
Begin by separating out your rings according to thickness. Keep the thinnest and save the rings with the greater radial thickness for a later rebuild. You may need to go through a few packs to get a good set. If you cannot afford to purchase several sets of rings, see if your local engine builder would be willing to swap a few with you.
You can also check for variances in the gap in your expander rings. A properly sized expander ring will fit in the cylinder bore so that the ends butt without buckling the ring. You cannot gap an expander ring, but if you have one that has a gap when placed inside the bore, you can match it with scraper rings that have a greater radial thickness.
You can actually feel the difference in a well-matched set of low-tension oil rings. Install both oil rings with the expander on a piston and install it upside-down in a dry cylinder bore. Slide the piston up and down inside the bore and get a feel for the resistance. Now try the same thing with a set of oil rings with a greater radial thickness matched to the same expander ring and notice the difference.