
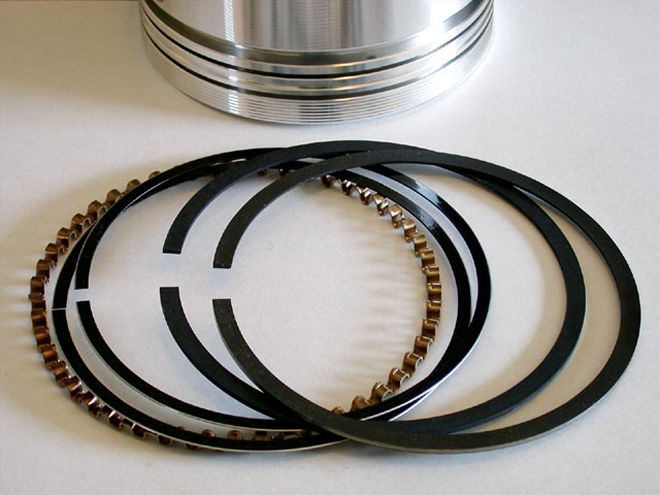
 In almost any engine from production to race, the ring pack will consist of two compression rings and a three-piece oil ring. The vast majority of rings are made of gray iron or ductile iron. Ductile is much tougher and the material of choice in high-performance applications. Either type can be moly coated, and nearly all ductile-iron rings are moly, but not all moly rings are ductile iron. Either way, a moly ring will really pay off in reduced bore wear over the long haul.
In almost any engine from production to race, the ring pack will consist of two compression rings and a three-piece oil ring. The vast majority of rings are made of gray iron or ductile iron. Ductile is much tougher and the material of choice in high-performance applications. Either type can be moly coated, and nearly all ductile-iron rings are moly, but not all moly rings are ductile iron. Either way, a moly ring will really pay off in reduced bore wear over the long haul.
Ask any serious engine builder what makes a good engine a great one, and the answer likely will be "sealing." While the average guy thinks of sealing as either what kind of valve cover gaskets to use or putting in the rear main seal just right, the concept of sealing referred to here is another subject entirely-sealing the combustion space. Why is it important? To operate at peak efficiency, gas pressure in the cylinder has to be captured; a loss of combustion pressure is a direct loss of potential power. The rings have the job of providing the seal between the piston and cylinder wall, and a complicated job it is. A well-sealed engine will make the most of combustion pressure's ability to exert its force on the piston during the power stroke, but that's only part of the story. A good seal will help draw harder on the intake stroke, taking in a greater charge, and it will provide for more effective compression of the charge during the piston's upward travel on the compression stroke.
An effective gas seal is critical, but the duties of the ring package go further than that. The rings need to provide an effective oil seal, separating the oil-washed crankcase environment from combustion side of the cylinder. We all know that oil contamination in the combustion space fouls plugs, but oil upstairs also dramatically reduces the detonation tolerance of the mixture. The oil ring pack and second compression ring should provide the required oil control, without adding excessive friction.
Ring Materials
The casual engine enthusiast tends to think of ring materials in terms of cast-iron, moly, or chrome rings. Though these are the most common terms of differentiation between ring types, these terms actually refer to surface processes, rather than the ring material itself. There are basically two ring materials that are of concern to the vast majority of engine builders: plain gray iron rings and ductile iron rings. Plain iron rings have very little elasticity and will snap when subjected to excessive stress. This ring material is quite brittle and soft, however, due to the material's natural porosity it offers reasonably good oil retention, and in a moderately stressed engine will survive just fine. Ductile iron is many times tougher than plain iron, and, as the name implies, has greatly enhanced ductility as compared with plain iron. A ductile iron ring is far more elastic and is much more capable of enduring in a highly stressed environment. It will bend and distort rather than fracture. There are other materials, such as steel alloys and stainless steel rings available from some manufacturers, favored for specialized applications. However, for the vast majority of Mopar engine builds, the ring material choice is almost always ductile iron or plain gray cast iron. For anything but a mild or stock build, it's worth stepping up to the ductile ring.
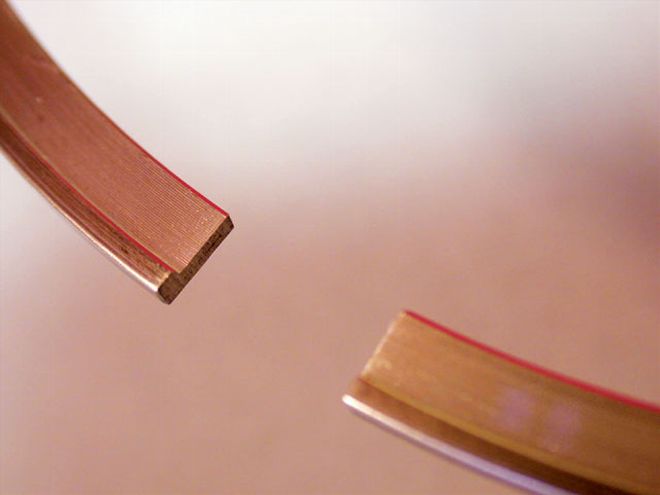 Dykes rings, available from Childs & Albert, have a unique stepped profile that reduces the ring tension, while allowing cylinder pressure to load the ring for a superior seal.
Dykes rings, available from Childs & Albert, have a unique stepped profile that reduces the ring tension, while allowing cylinder pressure to load the ring for a superior seal.
The cheapest rings are gray iron rings that are not coated. these rings were the standard low-cost chaff installed by OEMs in the day, and are usually found in bottom-of-the-line rebuilder's kits. Rings often receive a surface treatment on the face surface to enhance the friction, wear, or oil retention capabilities of the base ring. The most common surface coating in high-performance usage is a moly coating, which is exceptional on all three counts. Gray iron rings are available with a moly coating, which significantly improves the ring in reducing friction and wear. These lower cost moly rings offer all of the positive attributes of the moly surface material, but gray iron rings are no more resistant to stress than plain iron rings. In a stock or mild performance application, they work quite well, and are a far better choice than a plain iron ring and greatly reduce bore wear. Ductile iron rings are almost always moly coated, and the ductile iron moly ring has become the standard of the performance industry. Chrome-faced rings were once a popular choice, as chrome has excellent frictional and wear characteristics. Chrome is more wear resistant and durable than moly, however, it is a hard material, making for difficult break-in and seating. For these reasons, chrome rings have fallen out of favor.
 A tapered ring compressor dedicated to the specific bore size is the quickest way to compress the rings for piston installation, and the least likely to hang-up and damage the rings. Some of the trick low-tension, narrow, and/or back-cut ring combos are pretty delicate.
A tapered ring compressor dedicated to the specific bore size is the quickest way to compress the rings for piston installation, and the least likely to hang-up and damage the rings. Some of the trick low-tension, narrow, and/or back-cut ring combos are pretty delicate.
Ring Widths
Back in the era of the musclecar, the industry standard in ring widths consisted of a pair of 5/64-inch compression rings and a 3/16-inch oil ring. Ring width has a direct bearing on ring friction. over time, racers adopted narrower 1/16-inch compression rings, finding a substantial and worthwhile reduction in ring friction and the expected increase in power. Narrower rings have less surface area at the face riding on the cylinder wall, so the lower friction was an obvious benefit. It was believed that a reduction in ring-face surface area also meant shorter ring life. OEMs stuck with cheap cast-iron 5/64-inch rings for decades, until finally following the lead of the racing community to narrower rings. Improvements in lubrication and, more significantly, materials proved far more relevant to ring life than the width of the ring. These days, modern engines are commonly fitted with 1/16-inch or narrower moly rings, and engine life is actually far better than it was back in the day. Chrysler made the switch in its V-8 engine lineup with the introduction of the Magnum engine series in the early '90s.
In addition to the friction reduction, narrower rings are proportionally lighter, providing an improvement in high-rpm performance. Compression rings react to changes in combustion pressures, sealing to the ring land of the piston and cylinder wall. At high rpm, a lighter ring has the advantage of less inertia and is better able to achieve a positive seal. Racers now commonly use a ring package, including a top ring measuring .043-inch, taking the next step in reducing friction and ring weight. For street, bracket, and sportsman racing, and/or street/strip use, look no further than the 1/16-, 1/16-, 3/16-inch ring package. This ring arrangement will achieve a substantial gain in reduced friction and sealing, without the high cost of more exotic packages. For true professional racing, the thinner ring packs using .043-inch first and/or second compression rings and 3mm oil rings are becoming the norm.
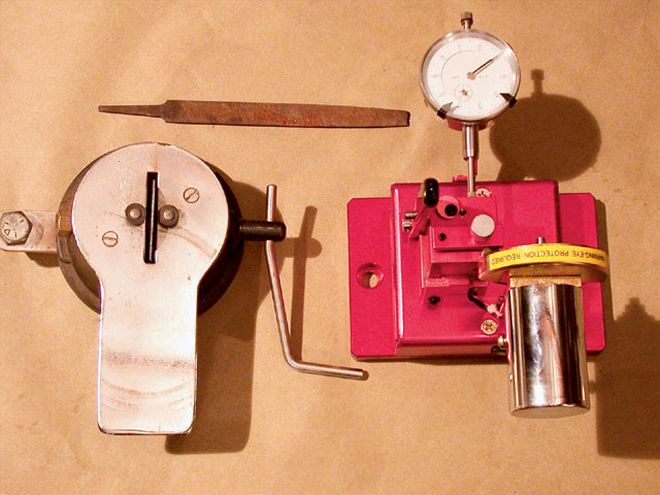 Ring filing can be accomplished in several ways, from using a simple hand file to hand-crank filers to more elaborate power driven units, such as the unit shown here from ProForm. All will get the job done, it's just a matter of time invested and what you're used to.
Ring filing can be accomplished in several ways, from using a simple hand file to hand-crank filers to more elaborate power driven units, such as the unit shown here from ProForm. All will get the job done, it's just a matter of time invested and what you're used to.
Top Ring
In a conventional piston-ring system, the top ring provides the main gas seal of the combustion space. While it seems simple and static in its function, the ring takes a dynamic role in sealing the piston to the cylinder bore. The ring must react to minute irregularities in the cylinder wall, maintaining a constant tension, and react to pressure differential to provide a seal. While the static tension of the ring provides contact to the cylinder wall, in operation the sealing force is produced dynamically by the pressure differential on either side of the ring. The ring must seal to the pistons ring land, and this seal must be developed under both positive pressure on the compression and power stroke, and negative pressure during the induction cycle. Both the design of the ring and the fit of the ring to the ring groove are critical in accomplishing this. Race engines use pistons with close tolerances and precision machining of the surfaces of the ring lands to help accomplish this. Rings are typically built with a torsional twist imposed on the ring by a machined bevel on the inside diameter to promote the sealing to the lands. The torsional twist promotes a linear seal contact with the ring land when under gas-induced forces.
In most ring sets, it is the top ring that defines the ring set. If you buy a pack of moly, chrome, or ductile iron rings, it is the top ring that is moly or chrome faced, or made of ductile iron. The top ring is the most highly stressed member of the ring pack, and it sees the greatest temperature and load. For it to function properly, it needs a thin film of oil on the cylinder wall to complete a seal. That brings us to the second ring.
 Our .030-inch-overbored 440 is fitted with SpeedPro domed racing pistons, which accept a 1/16-, 1/16-, 3/16-inch ring package. The rings are a Childs & Albert Dura-Moly set, which are .035-inch over-sized to allow for file-fitting the rings.
Our .030-inch-overbored 440 is fitted with SpeedPro domed racing pistons, which accept a 1/16-, 1/16-, 3/16-inch ring package. The rings are a Childs & Albert Dura-Moly set, which are .035-inch over-sized to allow for file-fitting the rings.
Second Ring
When discussing conventional ring sets, the second ring's primary function is oil control. The profile of the second ring is slightly tapered on the cylinder wall side, generally by about two degrees. The taper puts the lower edge of the second ring in contact with the cylinder wall, a shape that allows the ring to serve two functions in a running engine. The lower edge acts effectively as an oil scraper as the piston travels down the bore, while on the upstroke this profile serves to evenly distribute a thin layer of oil to the cylinder wall. This oil film is critical to top ring seal and longevity. Nearly all conventional ring sets are supplied with a second ring manufactured from plain gray iron.
Oil Ring
Conventional oil rings are a three-piece assembly, consisting of two scraping rails and the expander, which fits in the middle. While it may seem as though the expander is only there to hold the two rails in position, it serves another critical purpose. The rails have virtually no outward tension on the cylinder wall; the tension is developed by the expander. Oil rings have long been available at various degrees of tension, typically referred to as standard tension or low tension. Ring manufacturers vary the tension of the oil ring by a variety of techniques, including changing the specification of the expander, or altering the radial width of the rails. Lower tension oil rings marginally reduce drag, but it is difficult for the inexperienced builder to gage at what point oil control becomes compromised. For this reason, low-tension oil ring sets are generally reserved for race applications, although OEMs have reduced oil ring tension considerably in modern production engines.
Nearly all oil ring sets relevant to our engines are 3/16-inch wide. Narrower oil ring sets are also available, notably the metric spec 3mm oil ring. There is not much to be gained with the narrower oil ring pack in the typical Mopar engine build. The oil ring is at the front line of oil control. The piston must be designed with adequate drainback to route oil from the ring back to the crankcase. This is accomplished with slots or grooves at the back of the oil groove's ring land. Effective drainback is more easily accomplished with the wider ring assembly.
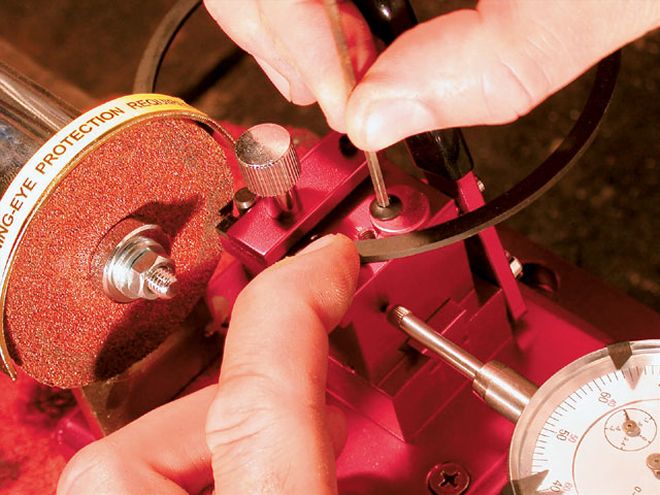 We used the ProForm filing-tool for our 440's rings. The tool is first setup to square the rings of the bore size to the abrasive wheel by adjusting the eccentric locator. The ring is only square at one distance from the abrasive wheel, so we set the slide .100 inch from the stop, and then adjusted the eccentric with the ring end just touching.
We used the ProForm filing-tool for our 440's rings. The tool is first setup to square the rings of the bore size to the abrasive wheel by adjusting the eccentric locator. The ring is only square at one distance from the abrasive wheel, so we set the slide .100 inch from the stop, and then adjusted the eccentric with the ring end just touching.
Ring Tricks and Trick Rings
Conventional rings do a good job, but in any kind of competitive environment, there will always be those looking for something to gain a competitive edge. There are many unconventional ring systems and designs available, and, as with anything different, there will be detractors and advocates. Gapless rings seek to effectively close the endgap of a ring completely to gas flow, with the goal of achieving a bare minimum of pressure loss through the end gap. Two manufactures have had success in this marketplace, with substantially different approaches to closing the endgap. Total Seal rings are actually a two-piece design, in which the main ring carries a secondary rail. By staggering the gaps in these two portions of the ring, the gap is effectively closed. Childs and Albert produces their ZGS ring with each end of the gap formed with a fitted step, which when installed overlap at the endgap also effectively closes the path to gas flow. Both of these ring designs can be installed in conventionally designed ring lands, and can be employed in engines from street to race.
Rings are manufactured to SAE specifications in terms of radial thickness, standardizing the dimension to match correspondingly standardized ring lands in pistons. Decreasing the radial thickness of the ring can be done to alter or reduce a ring's static tension by increasing the ring's inside diameter-a process referred to as back-cutting. A back-cut ring can reduce drag considerably, but the shallower ring should be used in conjunction with a correspondingly shallower custom ring groove to maintain the appropriate ring-back clearance. Custom piston manufacturers routinely accommodate specific ring requirements. As static tension is reduced via ring design, the ring must rely more upon gas loading to effectuate a seal. Low-tension back-cut or .043-inch top rings are often run in conjunction with gas port in the pistons to direct pressure to the ring land area to assist the cylinder seal. The Dykes ring design accomplishes lower tension and gas loading without the necessity of gas ports through its stepped design. All of these ring tricks have been successfully employed in racing applications, although specific combinations are usually up to the engine builder to refine and develop.
Gapping Rings
Ring gaps represent an area of pressure loss in a running engine, and it has been found that a minimal endgap under operating conditions offers a measurable power increase. However, rings expand due to heat retention, and if not enough gap is present, the gap may close entirely while the engine is operating. This condition is referred to as "butting" the endgaps, and the result can be disastrous. Replacement ring sets are sized conservatively for the nominal bore size of the engine, usually with generous endgap clearances to minimize the potential of butting the endgaps. In a serious performance application, custom sizing the endgaps to an exact specification will minimize the pressure loss through the ring endgap, and enhance power. Manufactures offer "file-fit" ring sets, normally speced at .005-inch larger than the nominal bore dimension, providing an oversized ring that can be custom fit to the cylinder bore.
While the potential advantage of file-fit rings is simple to conceptualize, the question becomes what is the correct endgap? The required endgap can vary with the ring material, application, cylinder bore diameter, piston material, and top ring placement. Ring manufactures offer guidelines based upon their finding of what works in various applications. Some piston manufacturers have their specific specs on ring endgap requirements with their product that should supersede the recommendation of the ring manufacturer.
How are the rings actually brought to size? Excess material is removed at one or both ends of the ring, until the gap measures within spec. Trimming the ring gap can be done by a variety of methods. We know engine builders who hand cut the gaps with nothing but a quality draw file. Low-cost, hand-crank, ring filing tools are popular with most casual builders. More elaborate electric grinders with ring fixturing capabilities are also available. Basically, it's cut and measure a little at a time, until the desired dimension is reached.
Here's how we recently did a set of file fit Childs & Albert Dura-Moly rings for our 440.