Q:
I see a lot of modern engines, such as the new Hemi or the LS-series, getting custom big-bore sleeves. Can a similar process be done to, say, a flathead Ford? Everyone I ask about this says you can’t bore a cylinder completely out of an engine, as it will distort and remove the support of the deck. Is that correct or can someone get a huge bore in an old engine?
Anthony Pallet
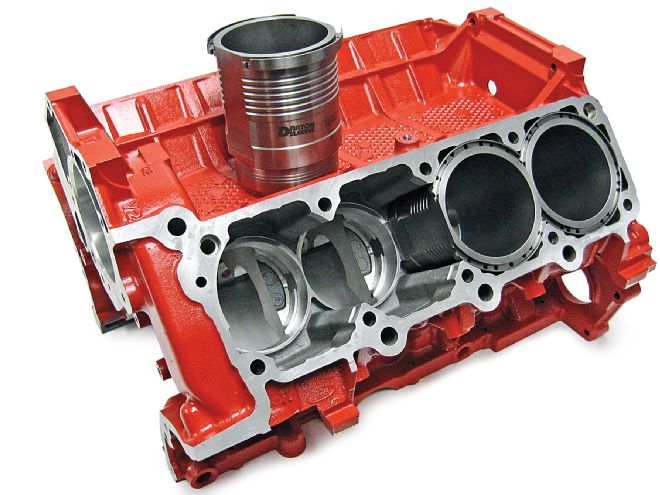
 Darton sleeves offer wet-sleeve MID technology for selected late-model engines like this Generation 3 Chrysler Hemi. The replaceable, siamesed, interlocking sleeves permit significant bore-size increases compared to standard press-fit dry-sleeves while maintaining deck integrity and actually improving heat transfer—note the slotted water-transfer passages that were designed to increase flow to areas subject to the most heat.
Darton sleeves offer wet-sleeve MID technology for selected late-model engines like this Generation 3 Chrysler Hemi. The replaceable, siamesed, interlocking sleeves permit significant bore-size increases compared to standard press-fit dry-sleeves while maintaining deck integrity and actually improving heat transfer—note the slotted water-transfer passages that were designed to increase flow to areas subject to the most heat.
A:
It depends on the specific engine architecture, the type of sleeve, and the engine’s intended use. With traditional press-in “dry” sleeves, there must be enough structural material remaining in the block casting to still support the deck, maintain press-in sleeve integrity with the proper interference-fit, and isolate the sleeve from direct contact with the water jacket. (That’s why it’s called a “dry” sleeve.) For sustained usage scenarios, water jacket integrity after sleeve installation is critical for maintaining proper coolant circulation in order to prevent overheating. Depending on the sleeve and block configuration, water may not be able to circulate as freely as in an unsleeved block, particularly around the top or bottom of the sleeve.
Ideally, there shouldn’t be direct contact between a dry sleeve and water jacket, but a deep crack or serious corrosion on an aged block may penetrate all the way through into the water jacket. Other blocks—particularly aluminum castings—may simply be “porous.” To prevent these problems causing cooling leakage into the cylinder, engine machinists often apply sealer to the outside of the sleeve during the press-fit process.
Even assuming adequate water jacket volume is maintained, there’s still a chance for possible heat transfer degradation from the cylinder through the sleeve surface and residual block casting into the water jacket, due to less than perfect contact (slight air gaps) as well as differences in material properties between the sleeve material and the block material. Best metal-to-metal heat transfer occurs when the metal surfaces are compatible with each other and in broad contact to transfer heat into the cooling medium.
However, if cooling is not a factor—as in drag racing and other short-duration use—larger than “normal” sleeves may be an option if the water jacket void is filled with concrete or block-filler to maintain adequate deck integrity. In this case, head-bolt column location and head-gasket fire-ring location versus the sleeve’s top-edge become controlling factors—which, again, depends on the block architecture, the sleeve configuration, and of course the design of the head gasket itself. A sleeve with a flange at its top can help alleviate head gasket fire-ring issues, again assuming it still clears the head bolt holes.
For select modern engines, there may be work-arounds that permit larger bores than those obtainable by traditional universal press-in dry-sleeve technology. For example, Darton Sleeves has a patented modular engine sleeve technology that is said to overcome the deck structural-support limitation. Its unique Modular Integrated Deck (MID) system consists of siamesed and nested interlocked sleeves that are held in tension, reinforcing the upper deck area. This allows larger-bore sleeves than would typically be viable for a specific engine architecture.
 The most common MID apps are for aluminum engines such as the 4.6L Modular Ford that have cast-in-place factory cylinder sleeves. Such engines won’t accept large overbores, offer less-than-stellar deck support for significant power upgrades, and in any event would need significant machining just to utilize conventional sleeve technology.
The most common MID apps are for aluminum engines such as the 4.6L Modular Ford that have cast-in-place factory cylinder sleeves. Such engines won’t accept large overbores, offer less-than-stellar deck support for significant power upgrades, and in any event would need significant machining just to utilize conventional sleeve technology.
Similar to some diesel-engine sleeves, Darton MID sleeves are “wet”: By design, the sleeve’s outer surface is intended to be in direct contact with the water jacket void in the block casting, without any residual casting material separating the sleeve from the jacket. This is said to eliminate heat-transfer problems that may be encountered with a dry sleeve: There is still a fully functional water jacket completely surrounding the cylinder, and the sleeve material is able to radiate heat directly into the coolant medium.
But Darton says the MID’s design is even better than a traditional diesel-derived wet sleeve in terms of cooling efficiency. It’s said to actually enhance water flow from the block into the head via a ported water-flow-control design machined into the sleeve that Darton calls “Swirl Coolant Technology.” The transfer passages are matched to the specific engine and cylinder-head design to increase water flow in those areas of the upper sleeve area subjected to the most heat. This increases coolant transfer out of the hottest areas in the engine assembly compared to as-cast production cylinder-block coolant transfer ports and passages that are usually designed for ease of casting, rather than for the most efficient flow.
It takes sophisticated machining to install the special sleeves: The machinist must completely bore out all the cylinders, and virtually everything in between the cylinders. Precision reliefs are needed for the sleeve-sealing O-rings at the bottom of the sleeve bore, and a large flange on the top of the sleeve replaces the majority of the traditional deck surface.
Even with MID, there remain limitations for a daily driver: There still needs to be water-jacket cavities and an intact head-bolt column, and that column needs to be structurally tied into the deck—i.e., they must “be blind” (not open to the water jacket).
Each MID configuration is specific to the particular engine architecture, making engineering kits for different engines expensive. MID kits are currently available for relatively few engine families, typically for late-model production blocks unable to accept a significant conventional overbore. Darton could design a custom MID sleeve for suitable engines for which they’re not currently available, but design engineering fees start at around $500—and that doesn’t include the machining cost. Assuming a kit does exist, the extensive precision machining needed on an existing block costs big bucks as well: Machining a Gen 3 Hemi block—one of the few cast-iron blocks for which MID sleeves are available—costs upward of $1,800.
About 90 percent of MID sleeve configurations are for late-model aluminum blocks, including GM’s LS-series and Modular Fords. For the GM LS7 aluminum production block that comes stock with a 4.125-inch bore, the MID system allows up to a 4.200-inch bore size (0.075 over). That’s a big deal on those LS aluminum blocks with bore-oversize-limiting, cast-in-place factory cylinder liners, but you can see that in terms of old-school engines—particularly the ancient engines designed before the days of thin-wall casting technologies—it’s still small potatoes.
The advent of large-bore-capable aftermarket blocks for popular late-model hot rod V8 domestic motors has decreased the real-world need for this tech unless the end user is restricted to a production-based block. For example, Chevrolet Performance Products’ cast-iron LSX blocks can be safely bored to 4.200 inches for use in a normally aspirated application.
As for the ancient Ford flathead specifically, there are no trick MID sleeves available. But we talked to H&H flatheads’ Mike Herman about what’s feasible in the real world. Obviously, old flathead blocks don’t grow on trees, so sleeving blocks—most often to repair a cracked or corroded cylinder—is practically a daily procedure at H&H. According to Herman, a flathead Ford V8 with a standard 33⁄16-inch (3.1875-inch) bore can be conventionally bored 1⁄8 inch (0.125 inch) over standard, out to 35⁄16 (3.3125) inches. Herman explains, “The most a sleeve would get you is another 0.020 inch, for a 3.3325-inch final bore size. Anything larger would get you too close to the bolt holes in between the cylinders and pull the deck up.”
I am changing rear differential oil in a ’70 Olds 442 with a 12-bolt limited slip. It originally used conventional 80W-90 gear oil with an additive. Would a full synthetic 75W-140 do the job?
Brad Deets - Via email
I’ll be conservative here, and say not for daily use! For old-school, limited-slip, muscle-car rearends, I’d second Tom’s Differentials’ advice: “Stay with a premium, heavy-duty conventional gear oil with special antiwear and lubricity agents such as Lucas Oil’s 85W-140, then add a tube of genuine GM posi additive” (GM PN 88900330 or ACDelco PN 10-9003). Rearends see huge torque multiplication (engine flywheel torque x trans gear ratio x rearend gear ratio), and the clutches and clearances on old-school Posis are set up to work best with conventional gear oils plus the proper limited-slip additive. Use a synthetic gear oil on those late-model rearends and manual transmissions where it’s specifically recommended in the OE service manual.
My wife has a ’92 Buick Regal GS with an oil-pressure problem. The pressure is great when it is cold, but rapidly drops as it warms. I’m told that a new timing-chain cover will help seal the oil-pump gears and maintain the pressure. No one seems to have a new timing-chain cover for the Buick 3.8L V6. What do you suggest?
Jack Powell - Via email
Your Regal has a Buick 3800 Series I V6. It descends from the classic Buick V6 family familiar to most hot rodders (“classics” powered the turbo Grand National and AMC used them back in the day in Jeeps). The newer Series-style engines are generally classified as pre-Series 1, Series I, Series II, and Series III. All had relatively short production spans compared to the original Buick V6, and many parts don’t interchange between each Series, or between the later engines and the original “classic” configuration.
The oil system in particular features significant changes. Traditional Buick V6s have a conventional spur-gear oil pump whose gears fit inside an aluminum front timing cover. Over time, the hardened steel gears would erode or scour the softer aluminum cover’s internal gear cavity, increasing gear-to-cover clearance. The pressure drop would get worse as the engine warmed up both because aluminum’s coefficient of expansion is greater than steel, and because oil tends to thin out as it gets hot. Thanks to the continuing popularity and very long production run for the traditional Buick V6 as well as its oil system’s similarities to the Buick V8 engines’ oil system architecture of the same era, aftermarket sources like TA Performance offer improved oil pumps; tighter-tolerance, new-manufacture front covers; and (for the higher-end apps) complete new oil systems that alleviate the problems, but the later, front-wheel-drive Buick “Series” V6 engines no longer use the old spur-gear pump.
Instead, “Series” engines have a much more efficient gerotor pump driven directly off the crankshaft. The timing cover still houses the new pump, but the design and oil circulation is significantly different. According to the oil-system experts at Melling, “We haven’t seen the wear problem in the newer engines’ timing-cover gear pocket compared to the old spur-gear engines.” On the old engines, “pressure and even bearing problems could occur as early as 35,000 miles, but that’s not generally the case anymore,” because with the Series’ motors’ “better overall oiling, the main and rod bearings don’t get knocked out like they did on the old one.”
So although it’s possible a new front cover could help your problem, it’s way down the list as the likely culprit. Unfortunately, the engine is probably just showing its old age, and the bearings are starting to go away from natural high-mileage wear as opposed to an inherently defective oil system. Do you hear any bearing knock? That would be a definite clue, but in any event, faced with your complaint, a professional would drop the pan and inspect the rod and main bearings for excess wear. If the bearings check out, then remove the timing cover and disassemble the pump to check its clearances and wear. If the cover looks OK but the gerotor pump is worn, Melling offers a pump-rebuild kit that includes new gears, bypass valves, and springs. Kits vary depending on model and what Series engine you have; Melling PN K135 fits your ’92 Regal Series I, among other applications.
If the cover itself actually is worn, it’s long discontinued from GM. However, Stevens Specialty Engine Parts has new overseas-made covers for this and many other engines. Its PN TCB-811 fits ’91–’92 3.3/3.8L V6 engines that require a cam-sensor hole; PN TCB-811WO fits those that don’t need a cam-sensor hole.
The question you have to ask yourself is how much money is it worth throwing into a dead-end engine? Unless you’re a glutton for punishment and actually plan to restore and hop-up a car that isn’t highly sought after by collectors (to be blunt), investing in major engine repairs might very well cost more than the vehicle is worth. You could, of course, try crutching things for a while with higher-viscosity oil—20W-50 should work unless you live in an extremely cold-climate area. STP High Mileage Oil Treatment could raise oil pressure at least another 5 psi. Unless you are spinning the engine to the moon, if warm oil pressure stabilizes around 30 psi, you could still get thousands of miles of mild grocery-getter use out of “the wife’s car.”
So what about hopping up these engines anyway? The Series II and III are viable performance engines; there are even niche specialists who race them successfully. A leading Series II/III performance specialist is ZZ Performance, whose parts are in some of the World’s fastest 3800-based Buick V6 engines. But, unfortunately, no one seems interested in doing anything for the Pre-Series I or your ’92 Regal’s Series I 3800 V6.