
As wheelers grow to tackle bigger and badder obstacles, tire sizes also grow. And, as tire sizes grow, so does the stress on driveline components. Many drivers have chosen to upgrade to 1-ton axles for their exploits, often scavenging them from a salvage vehicle and making upgrades to components to add additional strength as needed.
However, Dana 60s and similar axles are very heavy and add lots of weight to a four-wheel-drive rig. The guys from Spidertrax have come up with an awesome alternative in the way of their Spider 9 axle. Their solution will cost you some coin, but you'll end up with a custom axle that's light and strong, while offering great ground clearance. They added strength in critical areas and shaved weight through the use of engineered structures in other places.
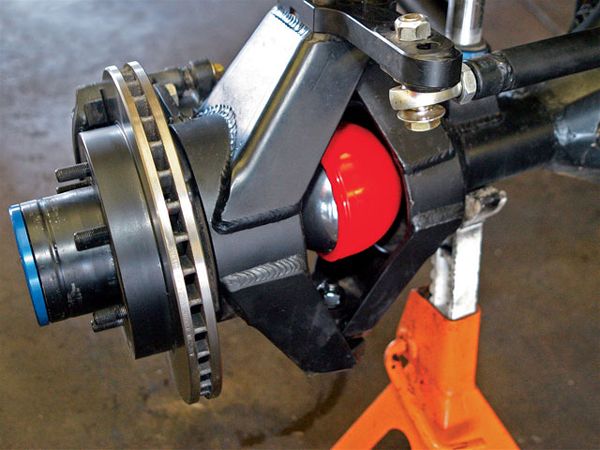
We went to Cary's Auto in Tempe, Arizona, to watch them build a Spider 9 axle for Cary Gleason's trail buggy. Follow along as we show you the buildup of a front axle and what goes into making a scratch-built Spider 9 so cool.














 PhotosView Slideshow
PhotosView Slideshow















