
It’s tempting to want to fabricate every single part on your hot rod so when the opportunity arises to take credit for the build, you can honestly say it’s all yours. However, there’s a limit to the capability of the tools we can all fit, afford, and power in our home garages -- and consequently, the awesomeness of the components we can traditionally fabricate.
We’ve shown you the traditional fabrication tools on page 80 that have built hot rods for the last 80 years. Many of you are also familiar with machine tools, TIG welders, and tube benders -- but there are far more advanced technologies in use by hot rod builders who’ve embraced modern-day manufacturing equipment to make their own one-off parts.
Some of you may ask, “Did I really make something if I just designed it, or must I design and build a part to truly consider it my own?” That’s a question only you can answer. We’re not here to change your mind -- we merely want to show you what’s possible with today’s technology. This is an inside look at three technologies that, while not new, are having a real impact in our world and on the level of detail and speed, with which hot rods are built.
Three-dimension printing made news in November 2013 when Solid Concepts (SolidConcepts.com) printed a working 1911 .45-caliber handgun. Suddenly, the national spotlight was on 3-D printing, a tool with a reputation for creating prototype plastic parts. Why was the gun such a big deal? It proved the viability of 3-D printing as a precise manufacturing process, producing more than 30 separate stainless steel and Inconel parts, several of which are subjected to 20,000 psi of pressure every time the pistol is fired. Why should you care? Because hot rod parts can also be produced using this process.
We featured a ’69 Mustang (“Rapid Prototype,” Mar. ’14) that was built by Agent 47 (AgentFortySeven.com) using several 3-D printing processes. The Mustang was just the tip of the iceberg, and the man behind the technology of that car, Corey Weber, gave us a glimpse of what’s possible at his Forecast 3-D facility.
Stereo-lithography-apparatus (SLA) printing uses computer-aided design (CAD) data to control the movement of a printer head. Instead of dispensing ink, this printer head directs a laser beam onto the surface of a liquid epoxy photopolymer (a resin cured by light), drawing the sliced CAD data layer by layer. Wherever the laser draws on the surface of the resin, the resin cures from liquid to solid and bonds to the layer below. The part is attached to a platform under the surface of the resin, which drops lower into the resin with each layer, essentially growing the part downward. Stereo lithography apparatus printers are relatively inexpensive and have a great surface finish.
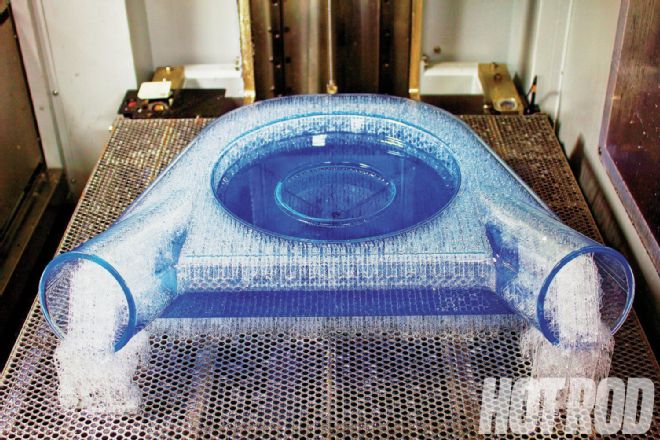 It’s not the sort of part you’d want to flog on a road course or dragstrip for very long, but this stereo-lithography-apparatus-printed airbox is perfect as a proof of concept.
It’s not the sort of part you’d want to flog on a road course or dragstrip for very long, but this stereo-lithography-apparatus-printed airbox is perfect as a proof of concept.
Ballpark Pricing
Center Console: $1,100
Shift Knob: $175
A fused-deposition-modeling (FDM) 3-D printer interprets a CAD file into rapid printer head movements. Plastic filament wire is fed into the printer’s extrusion head, where it is heated to its melting point. The molten plastic is then extruded from the printer’s nozzle in a ribbon that’s shape is determined by the CAD data. This ribbon of plastic then bonds to the layer previously printed.
FDM 3-D printing is routinely used to produce prototype air intake boxes and tubing, but altering the composition of the material can yield a part suitable for real-world use. Agent 47 built the center console of its Harbinger Mustang from acrylonitrile butadiene styrene (ABS) thermoplastic, resulting in a lighter part than an upholstery shop could ever produce from wood and fiberglass.
FDM parts are built from various thermoplastics ranging from ABS to high-performance plastics such as Ultem and polyphenylsulfone on Fortus machines that rapid prototype companies such as Forecast (Forecast3d.com) use. FDM is thought to be the best 3-D printing process for parts that need to be functional. Parts will have great strength and can withstand stresses and higher operating temperatures (as much as 372 degrees F for Ultem). The downside to FDM is it is more expensive than other types of 3-D printing, and layer lines are more prominent, creating a rougher surface finish that you’ll need to learn to love.
Ballpark Pricing
Shift Knob: $200
Center Console: $1,250
After programming a CAD file into the direct-metal-laser-sintering printer, a laser beam draws on the surface of metal powder contained in a heated chamber. The elevated temperature of the laser beam sinters the metal particles into a solid shape. After one layer is sintered, the part is lowered to accept a thin layer of metal powder that is rolled over the last. The process repeats, and layers are sintered to one another as the part is built. Using this technology, parts can be built in stainless steel, aluminum, cobalt chrome, titanium, and Inconel. Parts that have traditionally been difficult to machine can now be manufactured nearly as strong as they would be if created from a solid piece. This is the most expensive 3-D printing process, due to long build times and post processing.
 It’s not as sexy as making a pistol, but the Agent 47 badge isn’t a cast part; it was created using direct metal laser sintering.
It’s not as sexy as making a pistol, but the Agent 47 badge isn’t a cast part; it was created using direct metal laser sintering.
Ballpark Pricing
Emblem: $350
Shift Knob: $700
Did you know that water, when mixed with fine granules of garnet and fed through a small orifice at high pressure, will cut through 6-inch-thick cold-rolled steel plate with better precision than any plasma cutter and with zero heat distortion? A waterjet machine will also cut through hardened tool steel, titanium, almost anything except hard ceramic, without changing the molecular properties of the base material and with a tolerance of as high as 0.003 inch. It’s faster than CNC-machining in certain applications, too. The only real limit to waterjet cutting is your imagination. We visited Thunderbird Products, a company staffed by car-lovers who provide CAD file design service and cutting, to watch a Waterjet machine in action.
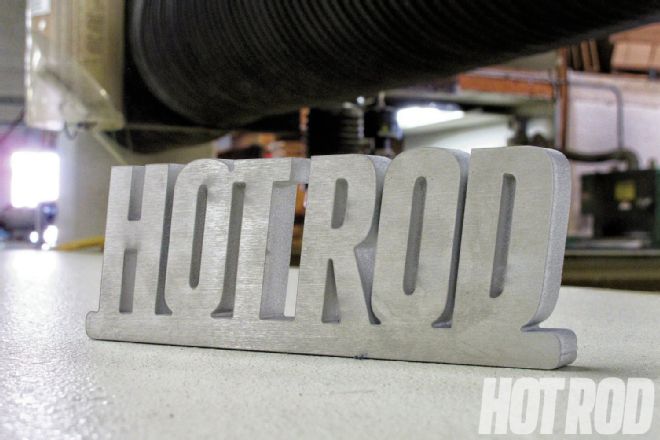 This HOT ROD emblem was cut from 0.750-inch-thick 6061 aluminum plate in about six minutes on Thunderbird Products’ Omax 80X bridge-style waterjet machine. We didn’t provide the company a CAD file of the logo; it simply took a photo of the logo and programmed the machine, a service that runs about $90 per hour for design work.
This HOT ROD emblem was cut from 0.750-inch-thick 6061 aluminum plate in about six minutes on Thunderbird Products’ Omax 80X bridge-style waterjet machine. We didn’t provide the company a CAD file of the logo; it simply took a photo of the logo and programmed the machine, a service that runs about $90 per hour for design work.
A high-pressure pump, a water-cooling system, and a precision nozzle are the main ingredients in a waterjet machine. The nozzle is where the action happens, though. Pressurized water (about 18,000 psi in this case) is fed into a very small (0.013-inch diameter) jewel orifice within the nozzle, increasing the pressure to more than 50,000 psi. As the water passes through the nozzle, it creates a low-pressure area below a side port leading to the abrasive reservoir, automatically drawing the abrasive into the stream of water. The garnet abrasive is the key to cutting thick materials.
Ballpark Pricing
CAD File Programming: $90 per hour
Cutting: Starting at $20 for small parts
Ralls Precision Machine specializes in CNC-machining parts for the outrageous, including a jet-powered surfboard, speedboat parts, and top-secret trinkets for military applications. The guys running the expensive machines are avid car junkies, so when you call for a one-off part for your hot rod they won’t turn you away. While owner Andy Ralls says he utilizes waterjet cutting for certain jobs, he is quick to point out that CNC-machining allows a level of precision and speed that is unmatched with other processes. It also turns billets of steel, aluminum, titanium, and plastic into veritable works of automotive art.
 A CNC mill is nothing more than a very powerful electric motor attached to a mill head but with a rapid tool-changing mechanism. While the software for running a CNC machine has become much more accessible, there is still a great deal of skill and knowledge needed to run one of these machines without burning up tooling or ruining parts.
A CNC mill is nothing more than a very powerful electric motor attached to a mill head but with a rapid tool-changing mechanism. While the software for running a CNC machine has become much more accessible, there is still a great deal of skill and knowledge needed to run one of these machines without burning up tooling or ruining parts.
Ballpark Pricing
CAD File Programming: $75 per hour
CNC Machining: $75 per hour (two-hour minimum)
None of these techniques and machines work without computer programming, and unfortunately, whether it’s CAD, Solidworks, or Pro/Engineer (Pro/E) software, it’s not cheap to obtain or learn the program. The bright side is that many companies such as the ones we interviewed will tackle the programming for you for a fee, as long as you provide the dimensions for your part. We’ve had parts made from drawings on a napkin before, so the sky is the limit. Just be sure your numbers add up to a part that fits and performs because these machines will do exactly what the programmer tells them to. If you are curious about the programming end of 3-D printing or CNC-machining, there are a bunch of great videos on YouTube.com you can find by typing the phrase “Learn CNC Programming” into the search box.