
Project Pure Poncho is a 455ci engine that is being bored and stroked to 467 ci and built to test parts and combinations. Its purpose is to help our readers make decisions for their applications before incurring any expense or expending any effort. The first three installments were an in-depth analysis of the machining procedures that were executed by the well-known Pontiac team of Bob and Craig Wise at RaceKrafters Automotive Machine.

The project is a group effort that combines the Wise brothers machining and building skills with high-performance engine components sourced from Summit Racing Equipment, including those from MSD, Holley, Canton, Melling, Edelbrock, ARP, Fel-Pro, Cloyes, and Mr. Gasket. Butler Performance stepped up with the forged 4.25-inch stroke reciprocating assembly, front cover, and valley pan, and ARP contributed a main stud kit.
We wanted to build a combo that would be representative of what a reader would build. It has to run on pump gas and be realistic regarding cost, yet be a real stump-puller. Decisions were based on what was most practical for a given situation. For instance, once we realized our stock 455 crank was toast, we decided that if we were going to invest in a new reciprocating assembly anyway, it made sense to step up to a stroker combination.
We kept it simple regarding the heads and stuck with a set of tried and true cast-iron 6Xs, but RaceKrafters did port them to flow 250 cfm and did a state-of-the-art valve job to fully exploit their flow potential.
 The Comp Cams hydraulic roller cam (duration at 0.050: 224/230, lift 0.552/0.561) was prelubed with engine oil by Craig prior to being carefully slid into the block. A high-pressure cam lubricant is not required with a roller valve lifter, since no break-in is necessary as with a flat-tappet design.
The Comp Cams hydraulic roller cam (duration at 0.050: 224/230, lift 0.552/0.561) was prelubed with engine oil by Craig prior to being carefully slid into the block. A high-pressure cam lubricant is not required with a roller valve lifter, since no break-in is necessary as with a flat-tappet design.
With the cam, we took advantage of more modern technology and went with a hydraulic roller over a hydraulic flat-tappet in an effort to achieve our power goal of at least 1 hp per cubic inch, while retaining maximum driveability. The more aggressive ramp design of the roller cam aids both causes.
As with any project when it came closer to fruition, the level of excitement increased exponentially (we are no different than you). Then the day finally arrived when HPP would work with Craig Wise to assemble the Mule engine. It would no longer be a group of perfectly machined parts but instead a synergy of components in one mass, all working efficiently to convert chemical to mechanical energy.
When building an engine, there are many steps that often overlap and may be redundant. For example, much of the measuring is performed during the machine steps, but prior to that, the parts need to be qualified, such as the pistons and crankshaft. Thus, it’s impossible to include in this primer every exact procedure that was executed for this to become a running engine, as it would consume the entire issue of the magazine.
 When installing a cam, it’s always a good idea to guide it through the lifter valley so as to not nick or scratch any of the cam bearings, as Craig illustrates. Often a novice damages a cam bearing during the installation. Cam bearing clearance was set at 0.003-inch. Craig prefers to put the cam in first. He explains: “If you assemble the bottom end first and then find a cam bearing issue, you have to take the whole bottom-end apart again.”
When installing a cam, it’s always a good idea to guide it through the lifter valley so as to not nick or scratch any of the cam bearings, as Craig illustrates. Often a novice damages a cam bearing during the installation. Cam bearing clearance was set at 0.003-inch. Craig prefers to put the cam in first. He explains: “If you assemble the bottom end first and then find a cam bearing issue, you have to take the whole bottom-end apart again.”
In this manner, when properly building an engine, there is both a pre-assembly and a final assembly. We photographed and were present for the final assembly, but there was some overlap in the pre-assembly procedure due to the workflow. For this reason, if you closely study the images you may see that at one point a part is in place and then in the next shot it is removed. That is due to the steps taken, which may have required the part to be temporally installed but was then removed to wait for final assembly.
During a pre-assembly, all of the parts are trial fitted and measurements or machining that is required to adjust clearances or modify a part to work properly in the application are performed along with eliminating any other obstacles. That is the difference between a custom-built and blueprinted engine versus one that is mass-produced. A volume-built engine is machined to a standard specification, and the parts are simply taken from the box and installed with no further examination or adjustment.
 Pontiac engines use a thrust plate even with a flat-tappet hydraulic cam. The same plate was employed with the hydraulic roller grind. Craig treated the bolts with a mild friction compound and torqued them to spec.
Pontiac engines use a thrust plate even with a flat-tappet hydraulic cam. The same plate was employed with the hydraulic roller grind. Craig treated the bolts with a mild friction compound and torqued them to spec.
If you’re ever in the market for an engine for your Pontiac, make sure you know the difference. If the shop’s price is very low compared to others, then they are simply assembling the engine and not doing a pre-assembly first. The pre-assembly is where the finesse takes place for a powerful and reliable powerplant. This adds dramatically to the effort and time to produce a finished project.
In this installment, we will cover the bottom end assembly and the camshaft installation. Next issue, we will complete the top-end assembly. Once our mule is complete, we will baseline it on the dyno.
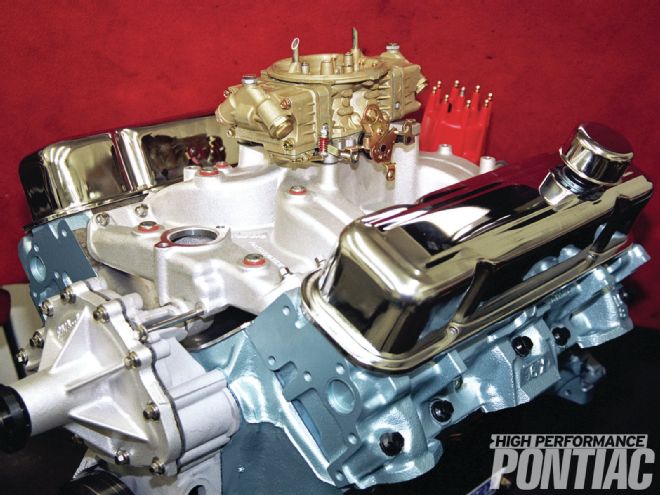 …as will the Butler performance valley pan and timing cover, Torker II intake, Holley carb, MSD distributor, and Summit harmonic balancer.
…as will the Butler performance valley pan and timing cover, Torker II intake, Holley carb, MSD distributor, and Summit harmonic balancer.
Bottom End
Block: Stock ’75 455
Preparation: Cooked, magged, line-bored, line-honed, decks squared with BHJ, bored and honed with torque plates
Deck height: 10.205-in
Crank: Butler/Eagle forged
Preparation: Balanced, polished
Balancer: Summit Street/Strip, steel, elastomer, 6.610-in, SFI 18.1
Rods: Eagle forged H-beam, 6.800-in
Preparation: Pin end honed to proper size, balanced, big end checked for proper size
Bearings: Clevite, plain shell, tri-metal
Preparation: Clean, check for proper clearance in rods
Pistons: Butler/Ross forged flat-top with valve reliefs
Preparation: Pin fit, check size, clean
Piston-to-deck height: 0.010-in below
Piston pins: Ross, 0.990 floating, 0.155-in wall
Method used to retain piston pins in pistons: Spiro Locks
Rings: Total Seal, moly top, ductile second, three-piece oil, 1⁄16-, 1⁄16-, 3⁄16-in
Preparation: File-fit, clean
Rod bolts and head bolts: ARP
Balancing specs: Internal
Oiling System
Windage tray: Canton in pan
Crank scraper: Canton in pan
Oil pan: Canton Racing Road Race Series 5-quart, wet-sump
Oil pump: Melling M54DS high-volume
Heads
Casting number: 6X
Combustion chamber volume: 96.2 cc
Maximum flow at 28 inches of pressure
Intake: 250 cfm at 0.600-in
Exhaust: 186 cfm at 0.600-in
Compression ratio: 9:1
Valves: Manley SS 2.11/1.77-in
Angles used in valve job: Intake—45, 60, 75, and 82 deg, 82 is hand-blended into 75-deg; exhaust—45 deg, 12mm radius
Retainers: Comp Cams, steel, 10-deg Beehive
Keepers: Comp Cams 10-degee, 11⁄32-in
Valve Guides: K-line bronze liner
Valve Seals: Steel/Viton
Rocker Studs: ARP 7⁄16-in
Rocker Arms: Comp Cams aluminum full roller, 1.65:1
Pushrods: Manley 3⁄8x8.900-in
Cam
Brand: Comp Cams Xtreme Energy hydraulic roller
Duration at 0.050: 224/230-deg
Lift: 0.552/0.561-in
Centerline: 106-deg
Lobe Separation Angle: 110-deg
Installed Position: 106-deg
Lifters: Comp Cams roller
Valvesprings: Comp Cams Beehive
Seat Pressure: 137 lb/in
Open Pressure: 290 lb/in
Timing Chain: Comp Cams double-roller
Induction
Carb: Holley 4150 HP 750-cfm, mechanical secondaries
Intake Manifold: Edelbrock Torker II
Ignition
Distributor: MSD Pro-Billet Ready-to-Run
Wires: Taylor ThunderVolt 8.2mm
Exhaust
Headers: Hooker
Primary Tube Diameter: 1.75-in
Primary Tube Length: 32-in
Collector Size: 3.00-in
Gaskets
Brand: Fel Pro