
You may be surprised to learn that most aftermarket, high-stall torque converters are rebuilds of stock torque converters from a variety of automotive manufacturers. For a while, a 9-inch torque converter from an Opal was the foundation for most high-stall, drag-racing converters. Ones from a four-cylinder Chevrolet Vega were also popular cores, but lately, companies like Continental Torque Converters have been using cores from front-drive V6 Fords as a starting point, because the old Opal converter cores are becoming more difficult to find. We recently spend a few hours with Continental’s Kris Abrahamson and Peter Nahman as Peter walked us through the process of building a torque converter:

Continental buys all of its cores by the pallet from local salvage yards and recyclers, or rebuilds a customer’s converter (as seen here). Each converter is custom-made to the buyer’s application and begins by splitting the core open on a lathe and thoroughly cleaning and inspecting all the components.

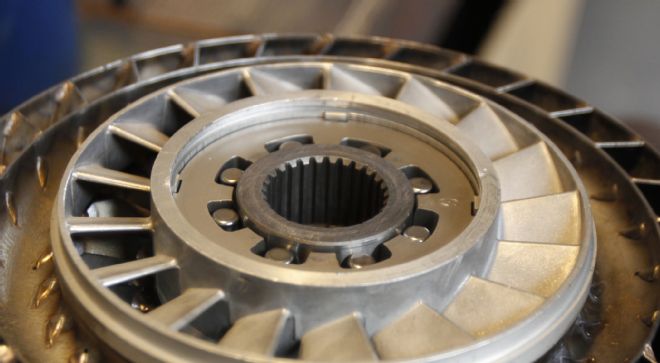
Some converters cannot be rebuilt. Note the damaged and broken fins seen here. Excessive heat, poor materials, lack of heat-treat, and improper tolerances are more likely to cause torque converter failure, rather than too much horsepower.


Old hubs and bearing races are also cut off with the lathe. The bearings are replaced with high-quality, American-made needle bearings. The old sprag (a type of one-way-clutch) is replaced with an upgraded, billet housing.


A torque converter’s stall speed is largely determined by the shape of the fins in the turbine housing, and the pitch and number of blades in the stator. Here, Nahman is re-shaping the turbine fins for a higher stall speed. Replacement stators are available with differing blade counts and pitches for customizable stall speeds.

Furnace brazing is a technique used by mass-production manufacturers to bind the pump and turbine’s fins to their respective housings. It greatly increases the amount of torque a converter can withstand, but it’s a process that can’t be duplicated at a small operation like Continental. Instead, Nahman TIG-welds each fin. Though labor-intensive, the result is even greater strength than furnace brazing.

During reassembly, all components are checked for squareness and concentricity, and the entire assembly is precision balanced.

Applications with motor plates need longer drive hubs. Here, Nahman is installing a red-hot hub extension, which will cool to a close-tolerance press fit. Anti-balloon plates can also be installed for nitrous applications.

Nearly complete, the two halves of the torque converter are joined by a metal band, which is first tack-welded by this automated MIG welder.

Final welding is done by this machine, which runs a continuous bead around the circumference of the torque converter. Prior to shipping, Continental pressure tests each converter to verify that there are no leaks.
More Info
Torque converters are a simple fluid-coupling device, but the way they operate can be very difficult to visualize. TCI’s website has a good explanation of the components that operate within a torque converter. Check it out here:www.tciauto.com/tc/torque-converters-explained.